
Many 3D printing proponents say 3D printing is a great alternative to injection molding for your mold needs. But is it really? Here’s a look at the arguments for and against.
Kip Hanson, Contributing writer
Additive manufacturing, also known as 3D printing, has made a tremendous impact on the manufacturing world. Prototype parts that once cost thousands of dollars and took weeks to produce can now be designed in the morning, printed that night, and delivered to your desk or assembly area the next morning.
Some companies have begun using this technology to produce injection molds. No more months of waiting for a production-ready tool to make its way through the mold-making area, or spending huge chunks of cash for a mold that might require modifications because of downstream design changes, or unexpected problems on the production floor. Molds can simply be printed in whatever configuration is necessary and used to produce low-volume injection molded components. If the mold doesn’t work or a design tweak is needed, just print up another one and start over, right?
Well, sort of. Injection molds made with plastics-based 3D printing are a little like the plastic storage sheds some of us put in our back yards. They’re a little cheaper than metal sheds. They go up quickly and are fine under light loads. Pile too much snow on them, however, and they’ll collapse like a house of cards.

Still, printed molds have their place, and some shops have had good success with them. Proponents argue that 3D printing produces molds up to 90% faster and 70% cheaper than traditional mold-making processes. And while this may be true in some circumstances, it’s important to understand the pros and cons of metal molds compared to those made of printed plastic.
Real molds, really fast
Rapid manufacturing company, Proto Labs, has been making quick turnaround injection-molded parts since 1999. Its rapid injection molding service manufactures parts made from engineering-grade plastic, metal and liquid silicone rubber (LSR) materials. Molds are primarily machined from aluminum (but steel in some cases), and can produce a handful of parts to 10,000 or more, and ship in 1 to 15 days.
Its industrial-grade 3D printing service includes stereolithography (SL), selective laser sintering (SLS) and direct metal laser sintering (DMLS), allowing it to 3D print parts in thermoplastic-like material that mimics plastics like polypropylene and ABS, along with actual commercial-grade nylon and metals such as stainless steel, aluminum, titanium and more.
With this range of capability, why not just print molds, rather than machine them?
Moldmaker beware
The engineers at Proto Labs considered it, but after 16 years in the quick turnaround molding business, there are compelling reasons to stick with a tried-and-true rapid injection molding process:
A clear finish. 3D printing builds parts in layers. Because of this, printed parts can exhibit a stair-step effect on any angled surface or wall. Printed molds are no different, and require machining or sanding to remove these small, jagged edges. In addition, holes smaller than 0.039 in. (1 mm) must be drilled, larger holes reamed or bored, and threaded features tapped or milled. All of these secondary operations eliminate much of the “print-to-press” speed advantage associated with printed molds.
Size matters. If you’re designing the next great skateboard or plastic tackle box, a printed mold is probably out of the question. Part volumes are limited to 10 cubic inches (164 cm3), roughly the size of a grapefruit. And although modern additive machines have impressive accuracy, they cannot compete with machining centers and EDM equipment, which routinely machine mold cavities to +/- 0.003 in. (0.076 mm) and part volumes up to approximately 59 in.3, about six times larger than parts made with 3D printing.
The heat is on. To make material flow properly, injection molding requires very high temperatures. Aluminum and steel molds are routinely subjected to temperatures 500 degrees F (260 C) or greater, especially when processing high-temperature plastics such as PEEK and PEI (Ultem). These tools can easily produce many thousands of parts, and can also serve as bridge tooling until a production mold is available. Molds produced with SL and similar 3D printing technologies use either photoreactive or thermoset resin, which is cured by ultraviolet or laser light respectively. These plastic molds, though relatively hard, break down fairly quickly when subjected to the demanding thermal cycles of injection molding. In fact, printed molds typically become ineffective within 100 “shots” of soft, hot plastic such as polyethylene or styrene, and may produce only a handful of parts from glass-filled polycarbonate and other tough thermoplastics.
Comparable costs. One of the biggest draws of a printed mold is its low cost. Aficionados point to production-grade machined tooling costing $20,000 or more, suggesting this as an apples-to-apples comparison with a $1,000 printed mold. It’s not a fair analogy though. Cost estimates for printed molds are frequently “material only” and do not include labor for assembly and fitting, ejector systems, and miscellaneous hardware. Aluminum molds at Proto Labs, for example, start around $1,500 and are ready to go. Need more parts? With 3D-printed molds, you’ll need to print, machine assemble and test a new mold every 50 to 100 shots. Aluminum tooling, on the other hand, often sees service well past 10,000 shots, regardless of the plastic being used.
Part design. The principles and practices of conventional injection mold-making have been in use for more than a century, and are well understood in the industry. Printed molds are fairly new. For example, draft angles must be increased to 5 degrees or more, exceeding that of most aluminum tooling requirements. Ejecting plastic parts from a plastic mold can be challenging, so greater attention must be paid to the placement and quantity of ejector pins.
Plastic molds are somewhat flexible, especially at higher molding temperatures, making thicker cavity walls and lower operating pressures the norm. Gate design is different as well. Tunnel and point gates should be avoided, while sprue, fan and tab gates should be increased to three times their normal size.
Polymer flow through the printed mold should be oriented in the same direction as 3D print lines, to avoid sticking and improve filling at lower injection pressures. Cooling systems can be used to improve mold longevity somewhat, but will not decrease the substantially longer cycle times seen with printed molds, as plastic tools do not dissipate heat nearly as well as ones made of aluminum or steel.
A time and a place
Despite the advantages of rapid injection molding with aluminum tools, there are times when printed molds make sense. For shops with a 3D printing machine and time available on their injection-molding machine to work through the learning curve associated with printing molds, some might argue that equipment should be put to use.
Of course, mold designers must understand how to build a functioning tool, or costly rework and rebuilding of molds will be needed. Support people and equipment are needed as well—machinists or toolmakers to sand the mold, fit the pins, bushings, and mounting hardware, and an injection molding machine operator available to dial in the shot size, temperature, and machine pressure, since these will be far different than the parameters he or she is used to with conventional tooling.
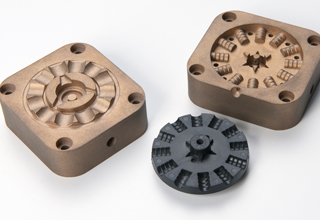
But wait — what about DMLS? Why not print molds in metal? DMLS uses a laser together with precision optics to “draw” part layers in a bed of fine metal powder, creating fully dense, production-ready components widely used in the aerospace and medical industries. Some suggest molds made of aluminum or tool steel may one day be printed from the ground up, and will offer super efficient conformal cooling channels that dramatically decrease molding times and improve tool life. For some, DMLS is slow and expensive for complete mold production such as this, and is typically only used for very small, complex tools, and for mold inserts that cannot be produced through conventional machining methods.
Tried and true
In summary, Proto Labs thinks it’s better to use DMLS, SL and other 3D printing technologies for what they do best: printing parts, not molds. However, injection molds produced with 3D printing machines might be a viable alternative if:
- Low quantities of relatively simple parts with large draft angles are needed
- Your tool-and-die team is familiar with the design rules of molds made with 3D printing
- People and machines are available to process and assemble the plastic tool
One final design consideration: If you need a mold for long service, once a 3D printed mold has verified the design, the next step is to make a mold out of a more permanent material, such as aluminum or steel, as plastic tools primarily support low part volumes. Since printed molds are designed differently than conventional tools, a certain amount of mold redesign and testing must be planned for in the project timeline and budget.
Proto Labs
www.protolabs.com

I am a bit confused after reading the above article or my question is, what are the advantages of injection moulding over 3D printing?
There are a couple. Injection molding can be used to produce hundreds of thousands of parts cost effectively. 3D printing is still somewhat limited in the number of parts you can produce–it is still more cost effective for short runs, although that is starting to change.
Injection molding offers known materials with verified specifications on how they will perform time and time again. 3D printing often uses unique, custom materials with less of that history.
Injection molding can deliver very good finishes with minimal post processing.
3D printing can deliver good finishes, but it depends on material and 3D printing machine uses.
3D printing can build parts no other process-subtractive or injection molded, can build. Any complexity, any geometry.
3D printing can build cost affordable forms for injection molding, depending on mold material and temperatures used.
3D printing is great for testing a design prior to another manufacturing process
If you need only a couple of thousand of a part, 3D Printing is a good choice for low cost.
Those are just a few of the benefits of each.
I would agree. Insert molding is great for maintaining consistence while dealing with a large production count.