
One of the benefits of additive manufacturing (AM) is the ability to combine components into one assembly, which often results in better part performance. Such was the case for Bosch when the company needed a better common rail injector. For newer generations of common rail injectors (CRI) with different surface properties, it has become increasingly important to lubricate the outside diameter of the thread to prevent friction during the process. This might sound simple at first but is in fact a tricky task in relation to friction and placement. If the torque expands out of the tolerance window during the process, the injector is discarded.
(Photo Bosch).
While CRIs are usually conventionally machined, Wolfgang Schliebitz, production planner, and Dr.-Ing. Anna Ebert, process expert at Bosch in Bamberg, decided to see if metal additive manufacturing could address this issue.
Dr.-Ing. Anna Ebert examined the oil process on the CRI assembly line in precise detail. The diagnosis was that the thread was only wet with oil on the upper thread geometry, but not on the bottom side. So there were blind spots for lubrication. The first re-design resulted in an oil header with improved lubrication but it had to be machined component as three or four parts. This approach was too complex due to the excessive outlay.
Redesign of the oil header
In the Bosch network, at the Nuremberg plant, there is already a 3D printer from Concept Laser, an M2 cusing. However, the rather small oil header required a smaller machine. This is how the company came to approach the manufacturer in Lichtenfels directly and asked it for a redesign and the fabrication of a fairly small number of oil headers.

(Photo: Concept Laser GmbH)
Working with the design and manufacturing experts at Concept Laser, Wolfgang Schliebitz and Dr.-Ing. Anna Ebert sought a production-ready solution from the 3D printer. This then resulted in a combination of a new geometry for the oil channels, a new material and a laser melting machine with the correct parameters – and as usual this was all delivered with the one-shot technology that laser melting offers.

(Photo: Concept Laser GmbH)
Oil header 2.0: New solution in one shot
The material for the new oil header was to be high-strength and of course non-corrosive. Concept Laser opted for CoCr as the material along with a small Mlab cusing as the production machine, which is regularly used to produce very delicate parts with a 100W laser.

(Photo: Concept Laser GmbH)
What was then particularly exciting was the redesign of the oil channels to optimize the wetting of the thread. The AM specialists were familiar with such functional integrations primarily from working with transport channels for coolants. The conventional component underwent an assessment at Concept Laser. This was followed by reengineering – the analysis and creation of a design to suit the process.
After a short space of time, Concept Laser delivered a new oil header to Bosch in Bamberg. Wolfgang Schliebitz: “The new oil header looked different, smaller and more compact. But what was really surprising was the effect on our process during trials.”
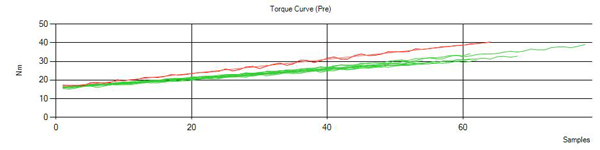
Said Dr.-Ing. Anna Ebert, “The process fluctuations were visibly smoothed out. The 3D oil header was much better at delivering the right amount of oil to the right place. The optimized oil channels were the crucial factor behind this. They guaranteed that wetting with oil took place not just at the top of the thread, as was previously the case, but also at the bottom. The blind spots for lubrication that we had previously been accustomed to no longer existed with the AM part.”
GE Additive/concept laser
www.concept-laser.de

Leave a Reply
You must be logged in to post a comment.