
Even though additive manufacturing (AM) gives designers more freedom to design geometrically complex objects, there are some limitations. One of which is cost. While a designer can create anything from his/her imagination, it may not be manufacturable. Or, the part may require additional processing steps to ensure specific mechanical features.

The laser powder-bed fusion additive process, for example, can bring residual stresses to parts made with this technology. Residual stress occurs because of the rapid heating and cooling of the laser as it sinters each layer in the build process. Remember, powder bed fusion is a layer-by-layer build process. Thus, as the laser moves over a fresh sweep of powder, it melts that layer fusing it to the layer it melted previously. The laser in effect creates weld pools which adhere the layers together. This process happens in microseconds. But, just as quickly as the laser heats up the top layer, the hot metal begins to cool and solidify. As that top layer cools, it contracts. Because this layer is constrained by the already built solid layers below it, the contraction sets up shear forces between the solidified layers, which introduces residual stresses.
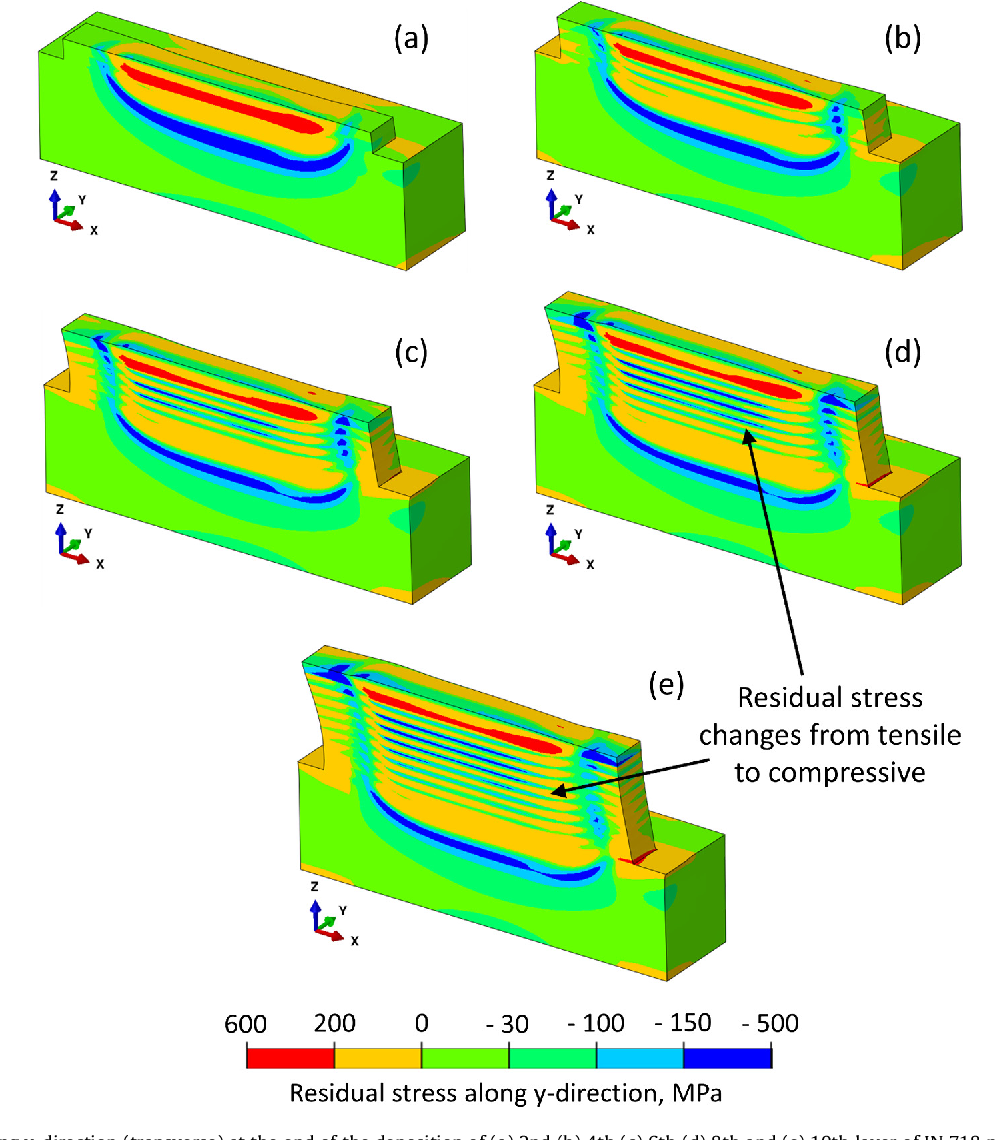
Each layer can have residual stresses, which can eventually build to the point of distorting the part. This distortion can take the form of layers curling up at the edges or layers pulling away from supports. In extreme cases, the stress may exceed the strength of the material and part design, leading to cracking, or the part can be brittle and crumble and break easily. In other cases, the residual stress could distort the build plate.
Parts with large cross-sections tend to experience these effects the most because the long weld tracks give shear forces more distance to act.
Tips to reduce residual stress
One way to reduce residual stress is to include a hatching pattern within the part. In hatching, the laser is moved back and forth in a pattern that varies the length of the scan vectors. The following are hatch patterns recommended by Renishaw.
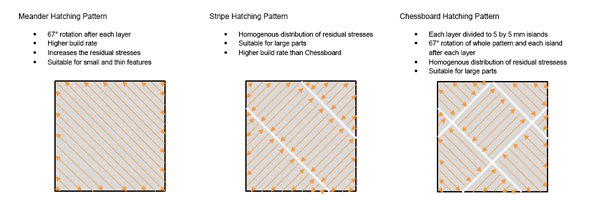
The Meander Hatching Patten creates a 67° rotation after each layer. It offers a high build rate and is suitable for small and thin features.
The Stripe Hatching Pattern creates a homogenous distribution of residual stresses. This pattern suits large parts.
The Chessboard Hatching Patten divides each layer into 5 by 5 mm islands and uses a 67° rotation of the whole pattern and each island after each layer. It too creates a homogenous distribution of residual stresses. It is also suitable for large parts.
The orientation of scan vectors can be rotated from one layer to the next so that stresses are not all aligned in the same plane. A rotation of 67 degrees is typically used between each layer to ensure that it is many layers before the scanning direction is exactly repeated.
Another technique is to heat the build plate to reduce residual stresses. Often, vendors will recommend that a part be placed in a furnace or in some heat treatment to reduce the effect of residual stress. Such treatments will tend to shrink the final dimensions of a part, so factor that in if tolerances are important.
Thus, in summary:
–Design out residual stresses where possible
–Avoid large areas of uninterrupted melt
–Be careful about changes in cross-sections
–Use thicker build plates where stress is likely to be high
–Select an appropriate scan strategy
Sourece: Renishaw, www.renishaw.com

This is one of the nice article i had read it usefull article,thanks for giving such a great article.keep it go.
amada parts