
Sensors are widely used throughout industry to detect and respond to external stimuli. Unfortunately, conventional manufacturing processes often dictate that the sensors be placed far away from the stimuli. But new 3D printing processes allow sensors to be embedded anywhere in a metal structure, which offers several benefits:
–Higher protection – A common problem with sensors operating in harsh environments is degradation from radiation exposure, corrosion, impact, wear, and so on. Ideally, it would be best to bury the sensors in a solid metal substrate for protection. However, this is often difficult using conventional manufacturing technologies due to complications in sealing and elevated processing temperatures.
–Higher performance – Most sensors in use today are attached to the periphery of equipment, limiting signal strength and response times. Manufacturing processes for metal such as casting, cutting and welding are performed at high temperature and thus force sensors to be an add-on item to the final structure. Embedding sensors in metal allows the sensors to be placed at the ideal location for measurement and control, leading to higher performing products.
–Design freedom – Metal 3D printing is changing the design paradigm of products from cell phones to jet engines. Low-temperature metal 3D printing enables electronics and requisite wiring to be placed anywhere in a structure. As the part is grown in the printer, wiring can be placed through circuitous routes throughout the center of a large structure. This gives designer freedom to locate structure, sensors, and wiring at the optimal location for function not the optimal location for construction.
3D printing metal through sound: how it works
Ultrasonic Additive Manufacturing (UAM) is a 3D metal printing technology that lets you embed electronics and sensors into metal parts of any design [2]. The process uses ultrasonic sound waves to merge layers of metal foil together in the solid-state; there is no melting of the metals. The process produces true metallurgical bonds with full density and works with a variety of metals including aluminum, copper, stainless steel, titanium, and more.
Multiple metals are compatible with the process because high-temperature chemistry is minimal and solidification is avoided. CNC machining is used interchangeably with foil layering to introduce internal features along the way and for part finishing. By combining a hybrid system, in which both additive and subtractive processes exist, UAM can build complex internal geometries that would be considered impossible to replicate with conventional subtractive manufacturing processes, for example, complex chemical reaction chambers with embedded controls [3]. Figure 2 details the process.


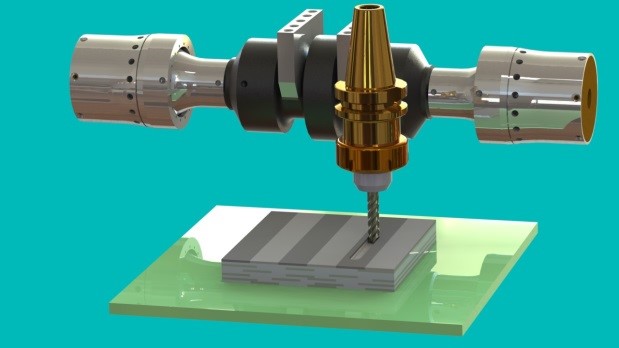
The combination of additive and subtractive stages in UAM allows components to be integrated into the part along the way—as with most 3D printing technologies. The difference with UAM, compared to other 3D metal printing technologies, is its low processing temperature. This is important when it comes to embedding sensors and electronics as these materials are easily damaged from elevated temperatures. Consequently, UAM enables functional embedding of sensors [4], electrical circuits [5, 6], smart materials [7], and other temperature sensitive components into fully dense metallic structures.
Integrating sensors and electronics into metals through UAM
Thermocouples, pressure transducers, USB ports, plastic connectors, accelerometers, and strain sensors have been successfully integrated into metal components with UAM. Embedding these sensors into components not only provides protection, it also allows measurements, which are not possible from the outside of the part.
The general strategy for embedding a sensor or electrical component begins by making a “pocket” or “crevice” in the structure through the CNC stage of the UAM process. For smaller devices, this pocket may not be needed. Then, the device is placed into the pocket for encapsulation using the additive welding stage. For some applications, epoxy or another dielectric material may be used to “pot” the device to constrain, protect, provide structural support, and to insulate it from the neighboring metal material [4]. After consolidation is complete, the component is machined to final dimension and removed from the machine.
Strain sensors improve aerospace industry 3D printing applications
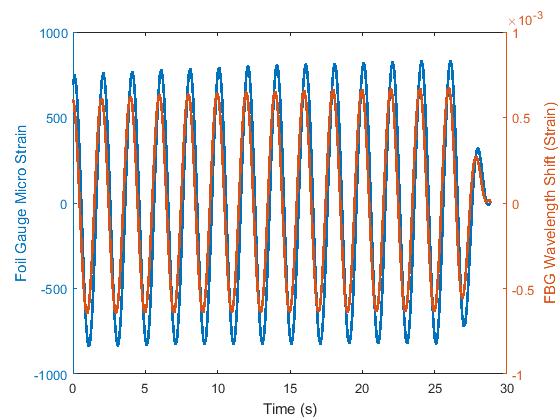
Fiber optic Bragg grating (FBG) is a type of optical fiber that reflects certain wavelengths of light and transmits all others. By accurately measuring the refracted light, these flexible and versatile fibers can be used to measure both strain and temperature with extreme accuracy. FBG strain sensors can be built into aluminum parts for precise internal strain measurement [8, 9]. Internal embedding enables measurement of critical strain and potential damage, which is impossible using an external strain sensor. The surrounding material also protects the fragile sensor by adding robustness. The small profile of the optical strain sensor minimizes the invasiveness on the structure too. In other words, the sensor does not disadvantage part design life or performance. This embedded capability is useful for implanting structural health monitoring strategies in the aerospace industry. An embedded FBG strain sensor is shown in Figure 3 along with its strain profile. The internal FBG strain profile correlates well with the externally mounted foil gauge strain up to loads over half the yield strength of the metal.


Temperature sensors measure heat impossible from the outside
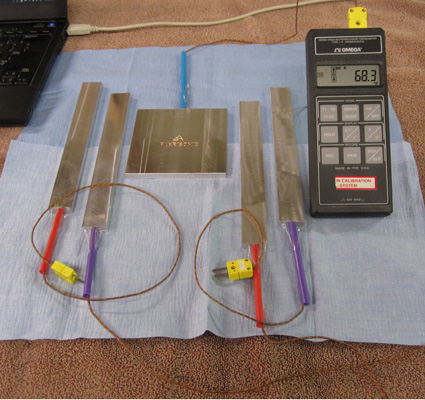
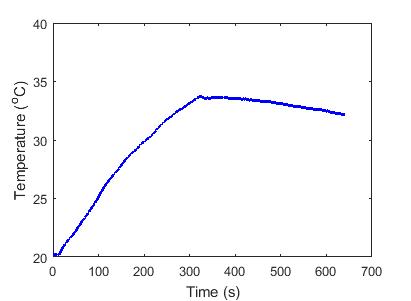
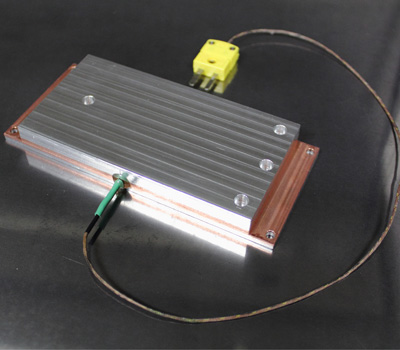
Similar applications have been done with thermocouples as well [4]. Embedded thermocouples and an example temperature response are shown above. Building thermocouples into the part not only allows measurement of temperatures impossible to measure from the outside, but it also allows this technology to be coupled with flow measurement monitoring of complex internal passages inside the part. This dual capability allows finer control and monitoring. For instance, chemical reactors typically have numerous input channels and reaction flow paths that crisscross through a large metal block. By embedding sensors throughout the block, control feedback can be obtained at critical locations in the flow path allowing better product and higher throughput.
If the application only requires embedding the cold junction, then the cold junction is simply laid in the right place and layers of metal are welded directly over the thermocouple. However, many customers want to bury the cold junction deep within a metal part. In this case, a small channel is milled to capture the insulated sheath. Again, the cold junction will be laid on flat material and then metal foils are welded over the entire part.
Improving communication between devices with UAM
Another practicality of embedding devices into metal is communicating with them, i.e., extracting wires or fibers. Similar to the pocket, the CNC stage is used to strategically impart a “relief notch” for extraction ease. Figure 5(a) details a pocket and a relief notch for a USB connector. The relief notch helps with connector placement as well. After consolidation is complete, the CNC stage is used to remove any remaining material to expose the connector. This material includes freshly welded metal or initial substrate.


Wireless communication or antenna applications can also be done with UAM. In that case, an extraction technique is not required, yet the pocket has to be strategically designed to not attenuate or interfere with the communication signal.
Shielding sensitive electronics from environmental complications
Embedded sensors benefit from the protection that the metal can provide. However, the 3D printed metal around the sensor can also protect the sensor from electromagnetic interference. For example, it has been found that tantalum can be used in aluminum parts to provide radiation protection. Because the UAM process can produce strong metal-to-metal bonds without forming intermetallic phases, a mix of metals can be printed to stop radiation and other electromagnetic fields. This shield or cladding protects embedded or packaged electronics and increases component life and can also improve electronics accuracy.
Fabrisonic LLC
www.fabrisonic.com
The authors would like to thank J. Sheridan of Sheridan Solutions for his technical contributions, collaborations, and UAM zeal. The aid and funding of J.A. Newman and L. Thompson through NASA’s SBIR program is gratefully acknowledged.
References
| [1] | B. Stucker, J. Obielodan, A. Ceylan and L. Murr, “Multi-material bonding in ultrasonic consolidation,” Rapid Prototyping J., vol. 16, no. 3, pp. 180-188, 2010. |
| [2] | D. White, “Ultrasonic consolidation of aluminum tooling,” Adv. Mater. Process., vol. 161, no. 1, pp. 64-65, 2003. |
| [3] | M. Norfolk and H. Johnson, “Solid-State Additive Manufacturing for Heat Exchangers,” JOM, vol. 67, no. 3, pp. 655-659, 2015. |
| [4] | E. J. Siggard, A. S. Madhusoodanan, B. Stucker and B. Eames, “Structurally embedded electrical systems using ultrasonic consolidation (UC),” in 17th Solid Freeform Fabrication Symposium, SFF, Austin, TX, United states, 2006. |
| [5] | A. Bournias-Varotsis, R. A. Harris and R. J. Friel, “The effect of ultrasonic excitation on the electrical properties and microstructure of printed electronic conductive inks,” in 38th International Spring Seminar on Electronics Technology, ISSE, Eger, Hungary, 2015. |
| [6] | J. Li, T. Monaghan, S. Masurtschak, A. Bournias-Varotsis, R. Friel and R. Harris, “Exploring the mechanical strength of additively manufactured metal structures with embedded electrical materials,” Mater. Sci. Eng. A, vol. 639, pp. 474-481, 2015. |
| [7] | M. J. Dapino, “Smart structure integration through ultrasonic additive manufacturing,” in ASME Conf. Smart Mater., Adapt. Struct. Intell. Syst., SMASIS, Newport, RI, United states, 2014. |
| [8] | C. E. a. m. Mou, P. Saffari, D. Li, K. Zhou, L. Zhang, R. Soar and I. Bennion, “Smart structure sensors based on embedded fibre Bragg grating arrays in aluminium alloy matrix by ultrasonic consolidation,” Meas. Sci. Technol., vol. 20, no. 3, 2009. |
| [9] | J. J. Schomer, A. J. Hehr and M. J. Dapino, “Characterization of embedded fiber optic strain sensors into metallic structures via ultrasonic additive manufacturing,” in Proceedings of SPIE – The International Society for Optical Engineering, Las Vegas, NV, United states, 2016. |

Leave a Reply
You must be logged in to post a comment.