
Engineers at the Industrial Technology Research Institute built a simulation app that can be used to predict the performance of laser powder bed fusion, an additive manufacturing process. The app saves time and money during the additive manufacturing process for a 3D printed injector for hybrid rocket engines at Taiwan Innovative Space.
By Brianne Christopher
The Industrial Technology Research Institute (ITRI) in Taiwan provides 3D printing original design manufacturing (ODM), redesign, and simulation services to the Taiwan Innovative Space (TiSPACE). At ITRI, the 3D printing process for a fuel injector component used in TiSPACE hybrid rocket engines begins with a note of optimism: The laser melts and fuses the first layer of powder onto the build plate, the recoater spreads the next layer of powder across the first layer, and the laser melts and fuses the layers. The build continues, layer after layer, without issue.

Suddenly, however, the recoater jams. Heat from the laser caused a temperature gradient in the material, which led to deformation in the layers and, eventually, the jammed recoater. The entire process terminates.
The engineers try again. This time, the build is completed, but the end result is an injector with deformations that make it unusable. The group tries a third time. And a fourth.
The engineers realize that they need to optimize the parameters of the entire process to ensure a successful build, but the trial-and-error approach is leading to wasted time, efforts, and costs.
An intuitive and cost-effective additive manufacturing process
Laser powder bed fusion (LPBF) is an additive manufacturing (AM) process in which a laser melts and fuses powder together. LPBF is also a catch-all term that describes processes like selective laser melting (SLM), selective laser sintering (SLS), and direct metal laser sintering (DMLS), to name a few. During LPBF, a thin layer of material, usually about 30–50 μm, is spread over a build platform. A laser fuses the first layer of the model, and then a roller or recoater spreads the next layer of powder across the first layer. More layers of powder are spread on and fused until the complete part or component has been built. (In a variation of the process, an electron beam is used instead of a laser and the build takes place in vacuum.)
LPBF enables manufacturers to make complex shapes, due in part to the high resolution of the laser. Another benefit of this type of AM is that unused powder from one build can be incorporated back into the machine and used to make something else, which makes AM more cost effective than some other types of manufacturing processes that waste material. Because of these benefits, LPBF is used in various types of manufacturing, including in the aerospace, automotive, and medical industries. It is also common in dental applications and jewelry making.

However, LPBF comes with its own set of challenges. For one, the process involves highly localized laser heating, which results in a large thermal gradient in the material. This gradient can induce residual thermal stress and deformation in the layers as the part is being printed. If this residual deformation becomes excessive, it can cause the recoater component of the machine to jam, which terminates the entire manufacturing process. If the machinery jams and terminates the build, the process has to be restarted, which wastes money and time. Another risk is that the finished part can also be deformed, sometimes beyond the end user’s acceptability limits.
Using LPBF to manufacture a rocket engine component
ITRI studies the LPBF process in an effort to balance its cost and time constraints with well-made finished products. Researchers from the AM System Innovation Department, Laser and Additive Manufacturing Technology Center (LAMC), ITRI, including engineers Wai-Kwuen Choong and Tsung-Wen Tsai, and manager Steven Lin, optimize the LPBF process for manufacturing a 3D-printed (3DP) injector component for TiSPACE hybrid rocket engines (Figure 1). The 3DP injector is designed by TiSPACE to enhance the mixing efficiency of the engine’s hybrid propellants and use the fluid-dynamics-optimized design. ITRI further improved the design using design for additive manufacturing (DFAM) techniques. As Wai-Kwuen Choong says, “The complex internal flow channel and consolidated component features of this part make it an excellent demonstration for LPBF technology.”
The design challenges associated with LPBF are important to consider when manufacturing the injector. In a part of this size, generally about 110 mm x 110 mm x 170 mm, the accumulation of thermal stress is unavoidable and can lead to a large deformation in the z direction, the axial direction of the injector. This deformation can — and has — caused the recoater to jam and the system to terminate. By optimizing the LPBF process to avoid deformation, ITRI and TiSPACE can reduce the wasted time and costs that result from terminated builds.
Predicting future outcomes with mechanical modeling
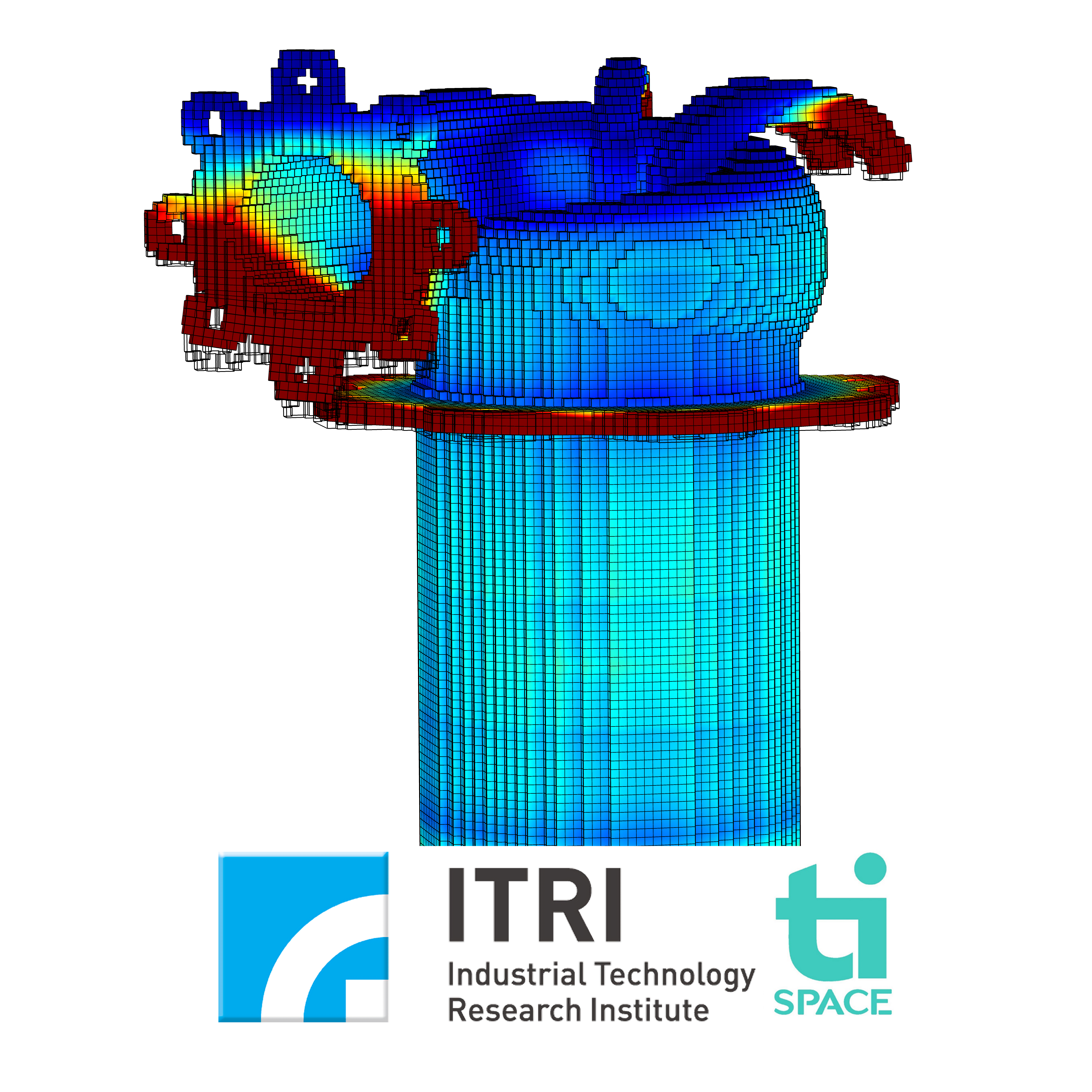
Typically, the outcome of the LPBF process is predicted using simplified rules of thumb and trial-and-error methods. One example is the 45° rule, a simple and commonly accepted rule in the field of additive manufacturing in which a design should avoid containing angles over 45° of overhangs, or else it is not a good candidate for 3D printing. This is because the layer to be printed will stick out too much compared to the layer underneath, and the new layer will not have enough structural support from below. This rule does not account for complex and intricate designs like that of the 3DP injector, and so trial and error can quickly eat into the time and costs of a manufacturing project. Instead, ITRI uses simulation to predict the residual stress and deformation of the manufactured part (Figure 2). To do so, they turn to the COMSOL Multiphysics software.
To predict how thermal gradients would cause stress and deformation in the injector design, the team implemented the inherent strain method in their preliminary simulations. This method was first established to quickly predict residual stresses and deformation in welding problems, but is increasingly being used to solve metal additive manufacturing problems as well.
The team used the Solid Mechanics interface in the Structural Mechanics Module to perform a thermomechanical analysis. Doing so, they could estimate the residual stress and deformation in the manufactured part. Specialized for additive manufacturing, the Activation feature in the COMSOL software was perfect for modeling the repeating, layer-by-layer addition and fusion involved in LPBF. They also used the Optimization Module to optimize the part orientation and support structure of the component during the build.
Introducing the ITRI AMSim app to the manufacturing workflow
The ITRI team used simulation to successfully predict stress and deformation outcomes during the LPBF process, but there was still an issue: The AM system manufacturing engineers who deploy the LPBF process are not typically familiar with simulation. Hiring a simulation specialist to do so would only add to the time and cost of the project. What to do?

The team built a simulation app (Figure 3) with an intuitive user interface and specialized inputs and outputs from their LPBF model, naming it the ITRI AMSim App. Apps can be built from existing models in COMSOL Multiphysics using the built-in Application Builder. The simulation app enables process engineers to predict and assess the build characteristics for an optimized manufacturing process. It includes inputs for an STL file, an elastic or elastoplastic model (available with the Nonlinear Structural Materials Module), and the choice to enable or disable the cutting process simulation, or base plate removal. It also includes a choice of five different powder materials, including Ti 6Al-4V, a titanium alloy; MP1, a CoCrMo alloy; PH1 and 316L, types of s tainless steel; and AlSi10Mg, an aluminum alloy. The app’s outputs are the results the process engineers need on the floor, such as the displacement and residual stress distribution during the building stage and after cutting.
The app’s inputs are based on experimental calibration, which the ITRI team performed via different scanning strategies to extract the correct inherent strain vector. This vector, or the components of this vector, changes depending on the powder material and laser parameters, such as laser power, beam size, scanning speed, hatch size, and more.
The app was compiled to a standalone executable using COMSOL Compiler. The compiled application was distributed to the process engineers and it can be run without a COMSOL Multiphysics® or COMSOL Server license. In fact, the ITRI team licensed the app at their own discretion, offering it to the intended users on a three-month trial basis.
When asked about the benefits of using simulation apps for the combined project between ITRI and TiSPACE, Choong echoed the benefits for saving time and money, adding that it is “all about the cost issue.”
Saving time and costs with apps
Before building and deploying AMSim, the build for the 3DP injector at TiSPACE was started and terminated four times using trial-and-error methods. Each time, the process failed when either the recoater jammed or the part itself broke. After introducing AMSim, the total time spent on testing the process decreased by 75%. The simulation app enabled the team to predict a high-risk region of the component and add more support to the design, resulting in a successful build. Running through the physical AM process to test the part build takes about a week, while the app simulation takes under an hour.
Calculating the labor, machine, and material costs of those trials with the cost of running the simulation app further reduced costs, this time by 83.3%.
And finally, the time it takes to obtain the outcome of the AM process for the 3DP injector, when comparing the simulation to the real manufacturing process, is reduced by a whopping 99%.
Future plans for app enhancements
The ITRI team plans to improve AMSim, which has already undergone three iterations, with new features for material calibration, as well as functionality to detect recoater interference, simulate support structures, and more. They hope that adding more advanced but user-friendly features to the app will make it even more time and cost effective than it already is, further boosting the return on investments for the entry-level users in the AM industry by shortening the learning curve.
With the ITRI AMSim app, an accurate preview of the 3D printing process, and failure-free production, is getting closer to reality.
COMSOL
www.comsol.com

Leave a Reply
You must be logged in to post a comment.