
Additive manufacturing has a firm place in product development, but how and when do you transition from 3D printing to molding?
Jean Thilmany, Proto Labs
Call it 3D printing or call it additive manufacturing, the terms are often used interchangeably now. Whatever the preferred nomenclature, parts made by applying thin sheets or threads of material, layer after layer, play a valuable role in developing a product that has the potential to shift to injection molding.
Printed parts can act as prototypes before final design or be used to assess the initial form, fit, and sometimes functionality of parts within a product. Should the part be needed in greater quantities in the future, a company can then ramp up to injection molding.
Though 3D printing and injection molding share some similarities in plastic and metal materials and the process of designing a 3D CAD model, they differ in some crucial ways. Designers and engineers will need to keep a few things in mind as they move from one to the other.
Additive manufacturing allows for the rapid prototyping and physical testing of a design, so designers can iterate quickly and reduce their products’ time to market. Whether they need a small, thin-walled part, one with complex geometries, or a large, durable prototype or bridge part, they can have a 3D-printed part, or set of parts, made quickly to avoid the initial tooling expense of prototyping a limited amount of injection-molded parts.
Of course, many—if not most—engineering companies don’t have access to the expensive machines needed for 3D printing. That’s not a problem. They can easily turn to an outside supplier.
While additive processes turn out sample parts quickly and at lower cost than some conventional manufacturing methods, there are challenges to using 3D printing for mass production. The costs could exceed that of injection molding if used for anything beyond small runs of no more than a few hundred parts.
Print, machine or mold?
The choice between 3D printing, injection molding or machining is one of cost and application. When comparing, a company will need to look at the complexity of the design, the material, the production volume and the part’s intended use.
Because of its very nature, printed parts can take nearly any shape. They don’t need to adhere to the traditional design guidelines of machined or injection-molded parts. For design with very intricate geometries or curved surfaces that can’t be created through molding or machining, printing is an alternative.
But when looking at 3D printing, it’s important to keep in mind that the number of plastics available for the process is a fraction of the number available for injection molding. Though the printed plastics selection is improving, it still lags far behind injection molding.
Printed parts have a surface finish that differs from injection-molded parts as well, and they can evidence layer lines. Depending on the application, printed parts have to be finished; parts also have to be finished individually resulting in an amount of labor that is cost prohibitive for production quantities.
But if the company needs a low number of parts that have complex geometries, additive manufacturing may be the wise choice. It doesn’t require tooling or large part runs.
If the company needs a few hundred parts with a more straightforward geometry, machining is often used. Machining, in this case, may need only one setup in a CNC mill or lathe, and thus would be fairly quick to manufacture. But if a company is making thousands of a simple design that can be molded in an open-and-shut tool, it should likely move to injection molding.
Additive options
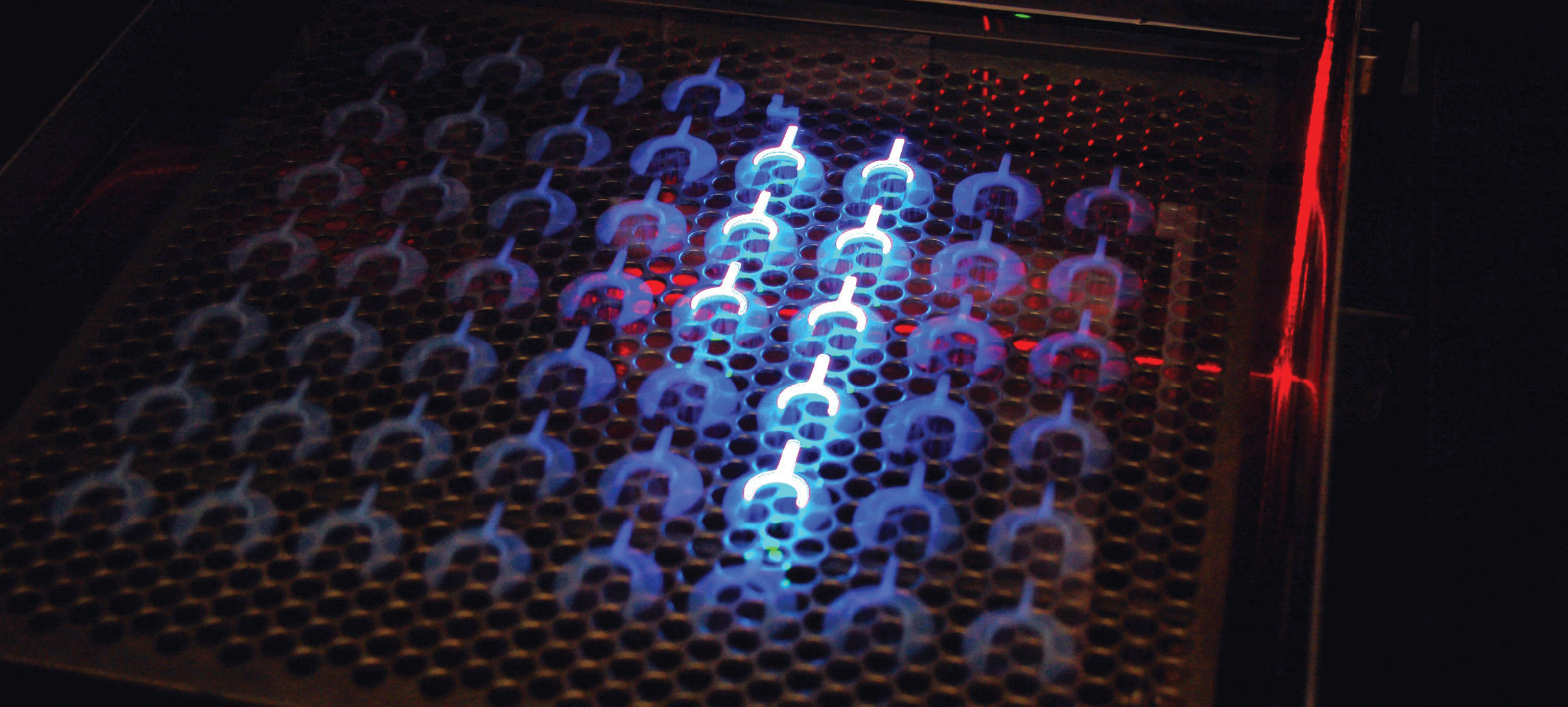
When choosing a 3D printing technology, first look to the process appropriate for the needs. Stereolithography (SL) produces parts from a wide selection of thermoset resin materials and offers good feature resolution and a smooth surface finish. It’s a good choice for small parts and complex geometries, and it’s often used during early prototyping.
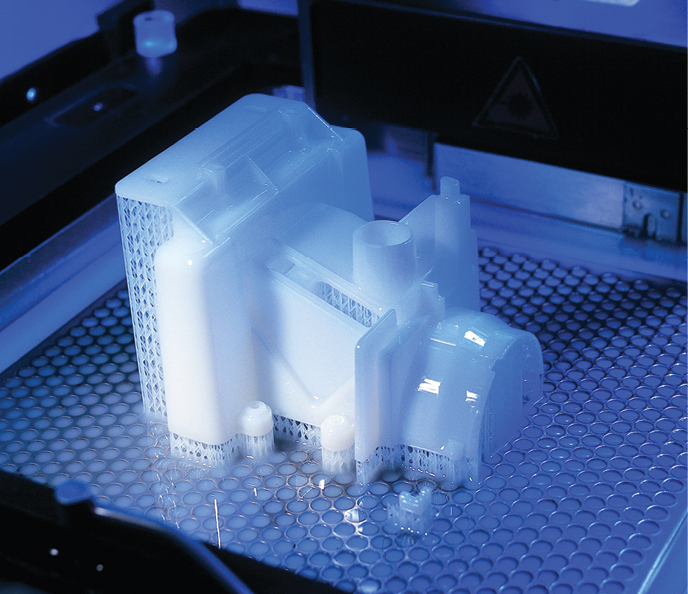
For sturdy, accurate parts, laser sintering uses a nylon-based powder similar to engineering thermoplastics, which allows engineers to subject the prototype to more rigorous testing like stress and strain tests that are key before injection molding the part.
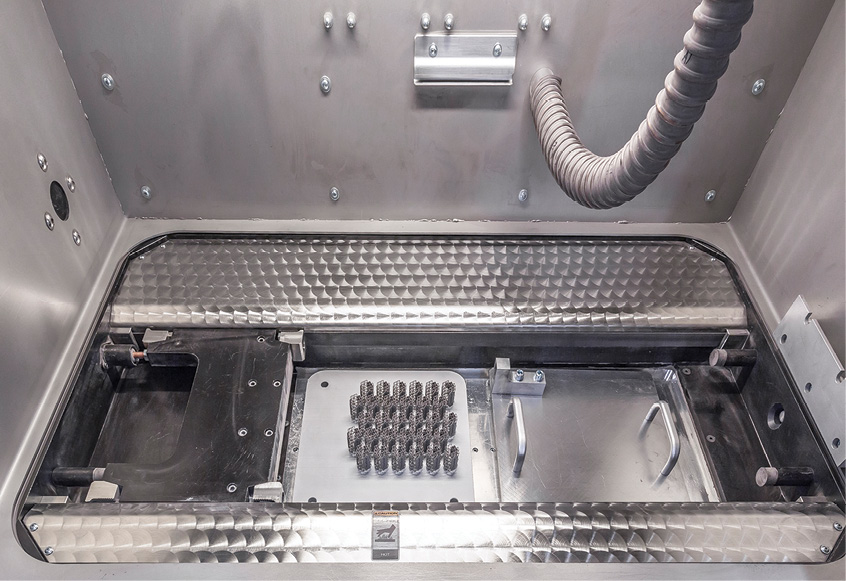
Metal laser sintering can use most metal alloys, which means the process can not only be used for prototypes, but also functional parts; they’re made from the same material as production components. Another benefit here: The layer-by-layer building makes it possible to design internal features and passages that couldn’t be cast or otherwise machined.
These processes all offer the potential to move into plastics or metal injection molding when increased production is needed.
Design considerations
While moving from printing to injection molding process isn’t as easy as redirecting a CAD file from one place to another, the changeover needn’t be difficult. A few design rules do need to be kept in mind.
When designing a prototype for additive manufacturing with the intent to produce the product part through injection molding, design draft into the digital definition of the part. It’s best not to create the printed model without draft, as when it comes time for injection molding, you will have to return to the CAD program to modify the design. And that wastes time and effort—something that is extremely valuable in today’s ever-shrinking development timelines.
If the additive parts are to become the actual production parts—with no plans to move to molding—you obviously don’t need to design for injection molding. If the product takes off later and the company wants to mass produce it, you will need to redesign the part with drafts.
While you don’t need to consider draft and flash (resin that leaks into a fine gap in the parting lines of a mold to create an undesired thin layer of material) for additive manufacturing purposes, many other design features that reduce stress concentrations apply to both additive manufacturing and injection molding.
For instance, you will need to consider radii and sharp corners, and ensure smooth shifts from thin walls to thick walls to avoid warp. Additive processes, however, aren’t as sensitive to sink as is injection molding.
Also consider two main limitations for additive processes—required supports (dependent on technology used) and the removal of the excess build media (whether unsintered powder or uncured resin). Be mindful of the required support lattices of stereolithography, laser sintering and similar technologies, and allow access in the design for their removal. Also, additive parts need to be cleared of the excess resin or powder after being built. Areas like narrow gaps, deep blind holes or internal voids may be problematic during the cleaning process.
Though companies that move from printing to injection molding will have to make several considerations, sidestepping from one process to another needn’t be overwhelming, or even a hassle, with today’s technologies and with service providers ready to step in and help with the transition.
Proto Labs
protolabs.com

I love this post! I read your blog fairly often and you are
always coming out with some great stuff, I shared this on my facebook and my
followers love it, keep up the good work.
🙂