
Which material not only suits your design, but also the additive manufacturing process? Here’s a look at the attributes and requirements of popular additive manufacturing processes and guidance on selecting the right resins and compounds for each of them.
By Vandita Pai-Paranjape, Senior Manager, Additive Manufacturing, Technology & Innovation, SABIC
Successful additive manufacturing with plastic resins and compounds depends on selecting the right material for the process, design, and end-use application. Although additive manufacturing is advancing rapidly on multiple fronts with the goal of expanding from a prototyping/limited production method to a robust, reproducible manufacturing process, optimized materials have been limited to date. The primary reason is that additive manufacturing differs significantly from classic processes such as injection molding, and therefore requires specialized resins and compounds tailored to provide the desired properties. To address this need, polymer suppliers are developing materials that align with the characteristics of specific printing processes and can meet the higher performance demands of production parts in the end-use environment.
Why additive manufacturing requires tailored materials
It is common to repurpose existing injection molding resins and compounds for additive manufacturing because specialized materials are only beginning to be produced. But this drop-in approach can be problematic because additive manufacturing processes are quite different from injection molding.
To begin with, additive manufacturing is a low- or no-pressure process compared to the high pressures of injection molding. Additive manufacturing often relies on the application of thermal energy to create inter-layer adhesion and layer-to-layer consolidation. Also, heat management systems in additive manufacturing vary, as well as the form in which material is supplied (filaments, liquids, powders and pellets) and delivered. The heat profiles in printers and the thermal properties of polymers can influence rheological behavior and affect the way material layers are consolidated, resulting in different properties compared to those of injection-molded parts. Even post-processing techniques for additively manufactured parts, such as support removal, vapor smoothing, sanding and sand blasting, and thermal curing, are different from techniques for injection-molded parts, which can include de-gating, de-flashing, cleaning, and so on.
An example of a special requirement for additive manufacturing materials designed for fused deposition modeling is compatibility of the build polymer with support structures. These temporary scaffolds are necessary to hold up free-standing portions of a part during printing (envision using fused deposition modeling to form the cross-piece of a letter H). The support polymer should provide a balance between adhering to and supporting the structure being built, and also be readily removable after the print job is completed.
Other key issues are differences in mechanical properties as compared to injection molded resin properties, and anisotropy variations across print directions that result from the way material is deposited in an additive manufacturing process. Not only do mechanical properties differ for the X, Y and Z axes, with the greatest challenge typically seen in the Z (vertical) axis, they are also process dependent. Fused deposition modeling is more susceptible to anisotropy than selective laser sintering (SLS) and stereolithography (SL). Efforts are being made to address this issue with innovations in materials development and printing techniques.
Adding to the challenge, materials traditionally used to print prototypes generally cannot meet all the demands of high-volume production and the requirements of end-use parts, from mechanical properties to aesthetics. All these unmet needs are driving the development of new materials that are designed and optimized for use in additive manufacturing processes and meet different end-use application requirements and regulations.
To sum up, many plastics suitable for injection molding may not perform properly or predictably in additive manufacturing.
Guidelines for material selection
Although selection ultimately depends upon the requirements of each application and the manufacturing process, the following can be considered general guidelines about candidate materials for major types of additive manufacturing.
Fused deposition modeling
Fused deposition modeling involves heating a thermoplastic filament to its melting point and then extruding it, layer by layer, to create a three-dimensional object. Amorphous resins are well suited for this widely used process, as they typically shrink less than semi-crystalline resins. While amorphous resins exhibit good consolidation and uniform shrinkage, layers of a semi-crystalline material tend to shrink non-uniformly and to a greater extent, which can cause warpage, leading to dimensional issues with the part being built.

Polylactic acid (PLA) and acrylonitrile-butadiene-styrene (ABS) are commonly used for desktop printing, while low/mid-temperature resins such as polycarbonate (PC) and PC/ABS, and high-temperature polyetherimide (PEI) and polyphenylsulfone (PPSU) resins, are often chosen for industrial use. Newer materials for industrial printing include high-temperature plastics like polyether ether ketone (PEEK) and Stratasys’ ESD PEKK (polyether ketone ketone), and resins with fillers like carbon fiber for enhanced strength and stiffness.
Selective laser sintering
This method uses powdered thermoplastics, which are sintered into a solid object using a computer-controlled laser. After each cross-section is scanned, the powder bed is lowered by one layer of thickness, a new layer of material is applied on top, and the process is repeated until the part is completed.
Semi-crystalline materials typically used for SLS are polyamides (nylons) such as PA12 and PA11 because they offer a good “sintering window,” which is calculated as the difference between the melting onset temperature and the crystallization onset temperature of a polymer. Polyamides’ discrete melting point and sharp drop in viscosity enable effective coalescence between layers, resulting in good part properties. In contrast, amorphous materials soften gradually, leading to incomplete layer consolidation and parts with lower density, dimensional inconsistencies and sub-optimal physical properties.
However, polyamides may not meet the performance specifications of certain applications, limiting the usefulness of SLS for a range of production applications. To expand the scope of SLS, SABIC has overcome the traditional drawbacks of amorphous resins using proprietary technologies. The company is developing products, including PC and PEI, with improved performance properties such as higher heat and better impact resistance, which can be used successfully in this process.
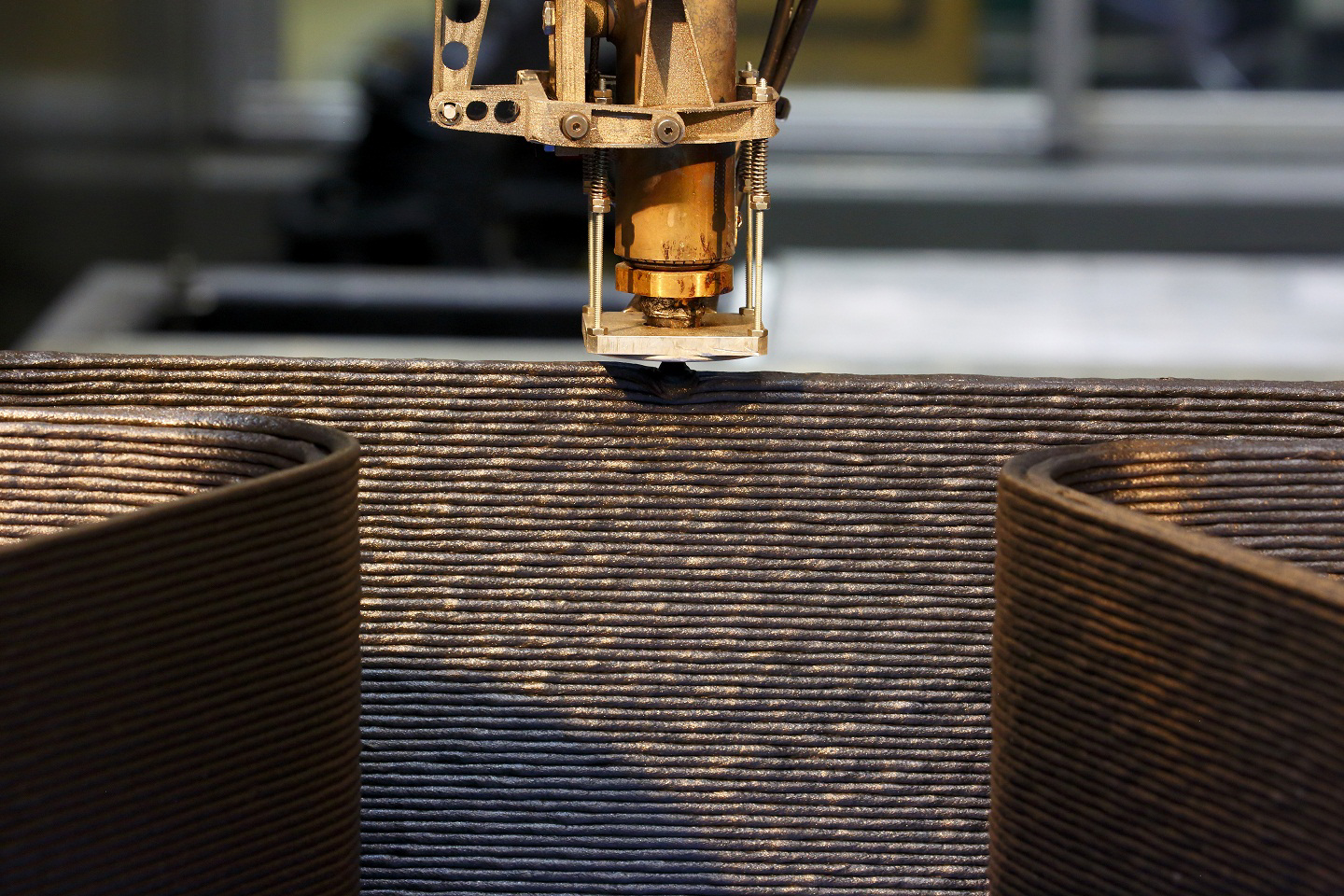
Large format additive manufacturing
Large format additive manufacturing (LFAM), as the name indicates, is used to produce very large parts. The process uses pellet feedstock directly fed from an extruder, which can be mounted on an X/Y gantry or a multi-axis robotic arm. Since LFAM systems are typically not enclosed in heated chambers, resins that show good melt strength and minimal shrinkage upon cooling are preferred to avoid sagging and warpage in parts. Carbon fiber-, glass fiber- or mineral-reinforced resins are used almost exclusively to combat warpage and improve dimensional stability.
In the process of developing resins specifically to optimize performance in large format printing, organizations like Oak Ridge National Laboratory and SABIC have evaluated a range of reinforced polymer systems based on ABS, PC, PEI and polyphenylene sulfide (PPS).
Because LFAM is typically performed under ambient conditions, processors must take into account the thermal history of each layer. If layers are added too slowly, adhesion tends to be reduced. But if layers are added too quickly, the part can deform under its own weight due to excess heat build-up. Materials with low coefficient of thermal expansion (CTE) and good melt strength tend to be good candidates for this process.
Stereolithography
This technology relies on photopolymerization; the cross-linking of polymer molecules that occurs under exposure to ultraviolet (UV) light. A UV laser draws a design on the surface of a vat of photosensitive liquid resin, solidifying the resin and forming a single layer of the part. The print bed is lowered incrementally, and a resin filled-blade recoats the surface of the vat so that a new layer of uncured resin is exposed to the laser. The process is repeated until the part is completed.
Although photo-initiated epoxy and acrylate resins are commonly used for stereolithography, some materials lack long-term light stability and can become brittle over time. Material innovation to provide more-robust long-term performance can expand the number of applications for which this technology is suited.
HP Multi-jet Fusion
Created by HP, this proprietary process is similar to SLS: it uses powdered resin but employs infrared (IR) lamps instead of a laser. HP claims that its technology can increase additive manufacturing speed by up to 10 times and reduce costs compared to fused deposition modeling and SLS.
Multi-jet fusion (MJF) uses a heated powder bed and a jetting system with multiple nozzles. A fusing agent is jetted where particles are meant to fuse together. A detailing agent is jetted to improve part resolution/detail and surface smoothness. When infrared lamps pass over the surface of the powder bed, the jetted material captures the heat and helps distribute it evenly.
Like SLS, MJF uses semi-crystalline resins – usually nylons such as PA12. HP is developing special materials, such as HP 3D High Reusability PA 12 Glass Beads and HP 3D High Reusability PA 11, as well as working on elastomers and PP materials for the future.2
Carbon CLIP process
While HP is improving upon powder-based processes to enable additive manufacturing of production parts, continuous liquid interface production (CLIP), a proprietary process of Carbon, is an enhancement to stereolithography that also promises to move the industry forward. CLIP “harnesses light and oxygen to continuously grow objects from a pool of resin instead of printing them layer-by-layer,” according to Carbon. Advantages include faster speed, consistent mechanical properties (avoiding the anisotropic issues of different axes in fused deposition modeling) and the ability to use a wide range of photo-polymers.
Best practices for additive manufacturing
Because each additive manufacturing process has strengths and limitations, it is important for designers to collaborate with material suppliers and printer manufacturers early in the project. A best practice is to work with a materials supplier with expertise in several different additive manufacturing processes, which makes it easier to compare alternatives. A plastics supplier that offers resources such as design, application development and testing capabilities can help narrow down options.
Also, databases like Senvol Database include comprehensive information on industrial additive manufacturing machines and materials. They can help companies select the right machine and material for a specific application.
In the emerging area of additive manufacturing, materials, processes and designs are equally important considerations when determining the best way to print parts. Understanding whether the part is intended for prototyping or production will lead to certain choices, as will a determination of the performance requirements of the end part.
Currently, fused deposition modeling has the widest choice of commercially available engineering thermoplastics that can meet different functional properties. However, SLS and stereolithography techniques provide greater isotropic properties as well as better print resolution, leading to better surface quality. The complexity of the design and ability to print fine features and achieve the desired surface finish also help dictate the process and, in some cases, the materials.
A holistic understanding of part requirements and tradeoffs is necessary prior to determining the best commercially available material and printing technique.
The drive to industrialization
The main trend in additive manufacturing is the move toward industrialization – advancing from prototypes or limited part quantities to full-scale production. Although it is early in the transition, there have been several notable early adopters – namely, aerospace, automotive and healthcare. It is anticipated that many other industries will join in the transition once high-volume additive manufacturing has been optimized for speed, cost, efficiency and part performance.
Industrialization of additive manufacturing offers multiple benefits, such as the opportunity for mass customization, part consolidation and greater design freedom to create parts not feasible with traditional processes. According to Boston Consulting Group, additive manufacturing technologies “are critical to realizing the vision of the factory of the future, in which manufacturers improve production by applying new design principles, implementing digital technologies, and integrating processes across the value chain.”
Achieving industrialization will require ongoing advancements in equipment, materials and software, as well as a shift in mindset from tried-and-true methods. Today’s additive manufacturing customers may have to make compromises due to limited options, but strong progress on all fronts should expand choices in the future.
SABIC
www.sabic.com
References
1 HP 3D Printers and Printing. http://www8.hp.com/us/en/printers/3d-printers.
2 HP 3D printing materials. http://www8.hp.com/us/en/printers/3d-printers/materials.html
3 Carbon3D introduces CLIP, breakthrough technology for layerless 3D printing. Press release. https://www.carbon3d.com/news/carbon3d-introduces-clip-breakthrough-technology-for-layerless-3d-printing/
5 Get Ready for Industrialized Additive Manufacturing. Boston Consulting Group. April 5, 2017. https://www.bcg.com/en-us/publications/2017/lean-manufacturing-industry-4.0-get-ready-for-industrialized-additive-manufacturing.aspx

Leave a Reply
You must be logged in to post a comment.