
 The technology known as 3D printing actually consists of a number of different methods of building an object layer by layer. Each method has its pros and cons. In this series of brief tutorials, we will go into the basics of each technology and discover how a laser sintering 3D printer works.
The technology known as 3D printing actually consists of a number of different methods of building an object layer by layer. Each method has its pros and cons. In this series of brief tutorials, we will go into the basics of each technology and discover how a laser sintering 3D printer works.
All 3D printing technologies have a common starting point—a CAD program that describes an object. This CAD program is then usually converted into a standard tessellation language (STL) file format. This file format is then fed into the 3D printers control, which takes the STL file and separates it into hundreds or thousands of “slices.” The control feeds the building data on each slice into the 3D printer, which then builds the object, layer by layer, based on this slice information. The thickness of these slices varies by 3D printing technology. Thicknesses average 0.1 mm, but can be thinner or thicker.
According to the ASTM designation F2792, Standard Terminology for Additive Manufacturing Technologies, laser sintering is defined as a “powder bed fusion process used to produce objects from powdered materials using one or more lasers to selectively fuse or melt the particles at the surface, layer by layer, in an enclosed chamber.” The definition goes further to note that the term “sintering” …”is a historical term and a misnomer, as the process typically involves full or partial melting, as opposed to traditional powdered metal sintering using a mold and heat and pressure.”
A laser sintering 3d printer is often used to develop robust parts, parts that can be tested or have end-use application.
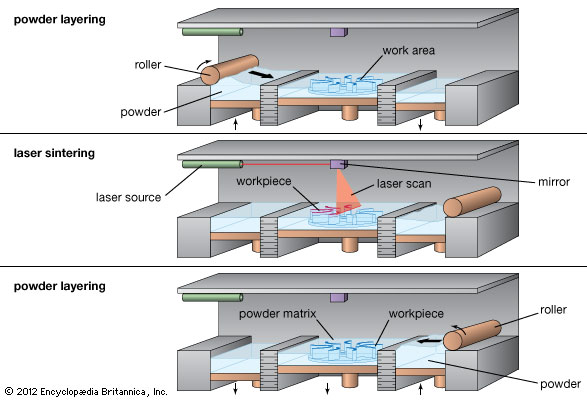
Several laser sintering 3d printer systems have a central build area with repositories for powder material on each side of the build area. A roller spreads a layer of power from either repository onto the build table. Then one or more lasers moves across the build area in a specific pattern, melting a specific portion of the powder, which then hardens as it cools. The powder not exposed to the laser beam remains loose. The roller spreads another layer of powder over the entire build area, and the laser moves over the area again, melting a specific portion of the powder, which automatically melts and adheres to the previous layer. These steps are repeated sometimes thousands of times until the part is completely built. The powder can be a plastic or metal. EOS and 3D Systems laser sintering systems use this method of powder delivery and melting.
One of the newer laser sintering 3d printer systems from SLM Solutions, the SLM 500 HL handles powder delivery and melting a bit differently. This machine is an example of one of the largest and most productive systems for a powder-bed based laser beam melting. This machine has a build chamber of 500 x 280 x 325 cm³ and uses double beam technology. Each of the two fiber lasers (400 +1000 W) operates on the powder bed by a 3D scanning unit. Two of these units work simultaneously, which makes a total of 4 lasers in operation. Included in the SLM® 500 HL is the shell-core-imaging process with two different laser beam profiles. These profiles may be used independently, but also parallel and simultaneously in the process, significantly increasing productivity.
This method takes into account not only 2 lasers operating simultaneously and parallel (“dual spot scanning”), but at the same time the lasers are melting several layers of powder in one melting process with a 1000 W-Laser. This technique is why the melting process gets a 10 times higher build rate compared to other additive metal systems.
Metal power is automatically transported by a continuous conveying system to meet the increased volumes and weights.
Advantages of Laser Sintering
–no support material needed to help build objects. The un-melted, loose powder serves as support for any part of a built object. This approach decreases both raw material usage and the time needed to make the part.
-no post curing needed. Finished parts usually won’t lose their shape with time, although this depends on the powder material.
–good choice for parts with flexible snaps and living hinges since these parts are flexible.
Disadvantages of Laser Sintering
–parts tend to porous and have a rough texture. Porosity depends on the material used. Coatings can be used to alter the surface, and in some cases enhance the strength or rigidity of the part.
— complex operation with multiple build variables, such as temperature. In some cases, excess fused material can compromise dimensional accuracy.
Other names for laser sintering include powder bed fusion, Direct Laser Metal Sintering (DLMS) and Selective Laser Sintering (SLS). DLMS and SLS both involve laser melting of powder material. However, DLMS uses a metal powder that is fused by the laser, and SLS typically uses a plastic powder that is melted. SLS is also a term coined by 3D Systems for its 3D printing machines.
To learn more, check out the Top 10 design tips for direct metal laser sintering.

Leave a Reply
You must be logged in to post a comment.