
Materials have always been key to 3D printing success. But metal materials are enabling new designs as well as new mechanical properties.
Leslie Langnau, Managing Editor
Every year 3D printing seems to have a new hot subject. This year, it was materials. Several research groups have forecast strong growth in this part of the industry. IDTechEx, for example, said that 3D printing of metals for the 2015–2025 timeframe will grow at a 32% rate.
Supporting that forecast, GE Aviation plans to invest $3.5B in new plants to house the EOS M-280 additive machines to print 100,000 fuel nozzles by 2020, and Arcam will use AM machines to make more than 50,000 orthopedic implants.
Thus, the purchase of titanium alloys is expected to reach 31% of the metals market. Other metals expected to grow include cobalt, nickel and aluminum alloys.
Making machine tool drills
One of the more exciting developments this year was the additive manufacture of drill bits.

Mapal is a think tank for high-tech drilling solutions. Recently, it used LaserCUSING systems from Concept Laser to make metal QTD insert drill bits.
The design behind the QTD bits delivers good chip deformation and reliable chip removal thanks to its geometry. The insert is held in a stable prism connection. Mapal offers four types of the inserts for steel, stainless steel, cast iron and aluminum.
The Mapal QTD insert drill has a lot to offer in detail. But additive manufacture from metal powder and laser-melting systems makes entirely new design approaches possible.
The QTD insert drill was previously available in diameters of 13 mm and greater because the coolant supply is usually housed in the tool body. Such a design, though, weakens the core of the drill, which makes it unstable. In addition, the cooling channels must be small, which reduces coolant flow to the insert.
The new steel tool body design has spiral cooling channels not usually used for small diameters. But it allows even solid drills to be produced in the 8 to 12 mm diameter range.
New spiral cooling concept
The new QTD-series insert drills are manufactured using additive laser melting. These are hybrid-manufactured parts; the tool shank is machined conventionally and the drill is laser melted with additive methods. This approach makes the manufacturing process significantly more economical. Hybrid strategies are a good choice; simple component parts are machined and more complex areas are then built up additively.

The greatest advantage of moving from a conventional manufacturing strategy to additive manufacturing was that it facilitated an entirely new geometry, increasing the performance of the tools. The additively made insert drill uses a cooling concept with spiral ducts, which cool the bit better. Compared with the previous central coolant supply with y diversion, a spiral coolant routing increases the coolant flow by 100%. It also increases the core stability because the coolant ducts run parallel to the flute.
The coolant ducts also have a slightly triangular shape, rather than the usual circular form. This shape optimizes the geometrical moment of inertia and the flow rate. Tests found that choosing a cross section of this type increases the flow quantity by 30%. Coolant profiles like this cannot be produced conventionally through CNC machining. The coolant flows at a pressure of 1.6 to 3 bar.
The new design allows the manufacture of smaller drill diameters. Stainless steel 1.2709 was used. These bits were made through the Concept Laser LaserCUSING process, which also removes any build tension in the bits that can occur in a CNC process.
The QTD insert drills were created as 10 × 10 or 11 × 11 units. 100 to 121 drills are produced in one setup. The build rates of the 400 W lasers are between 6 and 18 cm³/h. During processing, the laser heats the powder material to 60 to 70° C for fusing.
Using 3D printing to make new materials
Missouri University of Science and Technology researchers Frank Liou, the Michael and Joyce Bytnar Professor of Product Innovation and Creativity, and Jagannanthan Sarangapani, William A. Rutledge-Emerson Electrical Co. Distinguished Professor of Electrical and Computer Engineering, are developing materials not currently in existence with the aid of 3D printers.
They hope to create new metal materials that are stronger and lighter than conventional ones. The benefit is that these materials may be less expensive and more efficient to manufacture. The researchers call their process cyber manufacturing technology, and it includes additive manufacturing process modeling, sensor network and seamless process integration.
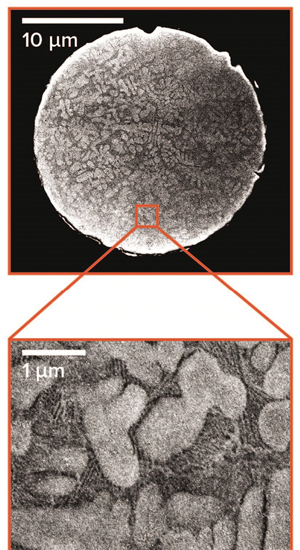
The materials that result from this cyber manufacturing are known as Structural Amorphous Metals (SAMs). Like other powder-based 3D printing techniques, a laser melts blown powder metal that is deposited layer by layer to create objects. The key is to get the cooling rate correct so that the metal is amorphous instead of its natural state of crystalline formation.
The internal structure of SAMs is random, like grains of sand on a beach. Whereas a crystalline metal will break along its orderly cellular structure, an amorphous metal has no pattern and thus will resist breaking. In addition, the smaller the grains, the stronger the metal material. Thus, SAMs are harder, stronger and have more fracture toughness than conventional metals. These materials also tend to have low corrosive properties and high strength.
Another form of materials possible through 3D printing are known as Functionally Gradient Materials (FGMs). These materials combine two metals that don’t combine easily, such as stainless steel and titanium or copper and steel. The benefit is you can obtain properties of the individual metals, such as thermal conductivity and mechanical strength, that might be needed in specific applications, such as an aircraft or spaceship part.
To make the FGMs so that there is, for example, 100% copper on one side and 100% titanium on the other, the researchers have to blend them by using other metals to bridge the gap. When done, the new material—which doesn’t appear in nature—exhibits the traits of copper and titanium.
But because they’re also made through laser melting, they are formed in extreme heat. In this situation, the cooling rate is critical. It is important to fuse the materials before the microstructure formation or chemical reaction.
New steel materials for 3D printing
Steel powder for 3D printing is high on the average engineer’s list of desired materials. One of the newer entrants into the powder steel arena is NanoSteel, a leader in nano-structured steel materials design. Recently, the company introduced its first powders designed for binder jet 3D printing processes. These materials, BLDRmetal J-10 and BLDRmetal J-11, enable 3D printing of components for highly abrasive environments.
Industrial components made using J-10 feature two times the elongation and three times the wear and impact resistance of an equivalently infiltrated 420 stainless steel.
BLDRmetal J-11 is good for parts in extreme wear, low-impact applications. Components made with J-11 provide 10x the wear resistance of an equivalently infiltrated 420 stainless steel.
The performance of both BLDRmetal products is based on the combination of complex metallic phases that provide wear resistance and a steel matrix that delivers ductility and toughness.
Engineering grade Nylon
Desktop printers have new materials available for them as well. 3D Systems introduced a new nylon for its CubePro 3D printers. The engineering-grade material brings strength, flexibility and durability to desktop production of functional parts for design, testing and small-scale manufacturing.
The nylon is a blend that includes Nylon 6 and is compatible with Infinity Rinse-Away water-soluble support material. The material enables 3D printing of complex, articulated and fully assembled end-use parts.
Features of this material include:
• Tensile Strength: 4,785 psi, with flexibility of a dog bone-like shape of 1⁄8 in. thick, 1⁄2 in. wide
• Elongation at break value: 22 %; 1 in.
can stretch to 1.22 in.
• Strength-to-weight ratio:
174 psi, for light and strong parts with honeycomb infill structure
• Tensile Modulus: 248,005 psi
• Flexural strength: 8,270 psi
• Hardness, Shore D: 75 by needle penetration
Conductive Graphene may aid 3D printing for electronics
Within the 3D printing industry, the prospect of using Graphene with other materials causes some excitement, especially for designers exploring 3D printing and electronics. One example of a conductive Graphene material comes from Graphene 3D Lab. The material comes in filament form.
The filament incorporates highly conductive proprietary nano-carbon materials to enhance the properties of PLA. In addition, it is compatible with most commercially available 3D printers. The conductive filament can be used to print conductive traces (similar to those used in circuit boards) within 3D-printed parts for electronics.
New developers
In other news on materials, big name companies are entering the market. One is Alcoa, which is expanding its R&D center in Pennsylvania to accelerate the development of advanced 3D printing materials and processes. Alcoa will produce materials for a range of additive technologies for aerospace, automotive, medical, and building and construction. The $60M expansion is under construction at the Alcoa Technical Center near Pittsburgh. It should be completed by first quarter of 2016.
Alcoa unveiled its Ampliforge process, a technique combining materials, designs, and additive and traditional manufacturing processes. Using this process, Alcoa designs and 3D-prints a near complete part, then treats it using a traditional manufacturing process, such as forging. The process can enhance the properties of 3D-printed parts, increasing toughness and strength.
In the near future, Alcoa’s material scientists will produce proprietary aluminum, titanium and nickel powders for 3D printing. n MPF
3D Systems
3dsystems.com
Alcoa
alcoa.com
Concept Laser
conceptlaserinc.com
Graphene 3D Lab
Graphene3dlab.com
Mapal
mapal.com
NanoSteel
nanosteelco.com
Missouri University of Science and Technology
mst.edu

Leave a Reply
You must be logged in to post a comment.