
Lasers are a common way to additively build objects out of metal, but it is not the only additive option. Electron beam technology also delivers dense metal parts. Here’s a closer look at the Arcam electron beam process.
Bruce Bradshaw
The buzz in additive manufacturing these days is centered on metal technologies. While many companies offer laser-based technology or a combination of metal with some sort of binder, one technology, Electron Beam Melting (EBM) is unique in the way it works to build parts. What follows is a look at how Arcam EBM works and why many like GE/Avio in the aerospace market and Lima in the orthopedic implant market have chosen this technology for metal production parts.

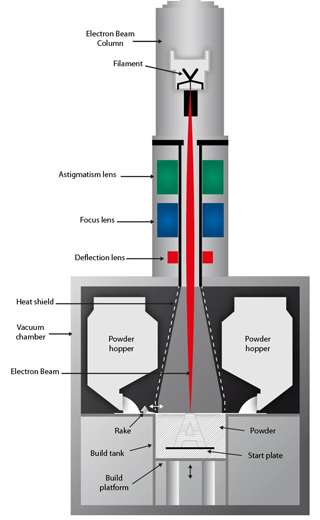
The Arcam EBM systems use a 3 kW electron beam that generates the energy needed for melting and for producing a high number of parts (depending on part size and shape). It is built on state-of-the art deflection electronics, which change the beam position, focus settings and astigmatism to enable extremely fast and accurate beam control. The deflection coils can move the beam 8000 m/sec. Thus, re-positioning over the build area occurs in milliseconds, which allows melting of multiple points simultaneously without compromising surface finish or precision.
The use of the electron beam to melt multiple points simultaneously is referred to as MultiBeam. The beam melts multiple locations one at a time for a very short period and then returns to the original melt pool before it has solidified. To the naked eye, it looks like there are 70 simultaneously moving beams inside the machine—hence the name MultiBeam.
Ensuring quality material properties
Many laser-based additive machines use Argon gas in the build chamber to stabilize the process or to work with specific materials safely. In the EBM process, though, the electron beam works in a vacuum. The vacuum system provides a base pressure of 1.10-5 mbar or better throughout the entire build cycle. During the process a partial pressure of He (Helium) is introduced to 2.10-3 mbar. This ensures a clean and controlled build environment, which is important to maintain the chemical specification of the build material. The parts made with this process are free from residual stress with material properties better than cast and comparable to wrought material.
For each layer in the build, the electron beam heats the entire powder bed to an optimal process temperature, specific to the material used. The warm process parts are not just heated on the surface layer; the system continues to heat a few layers below the surface layer during the build. This process results in components with no residual stresses and a microstructure free from martensitic structures.
High-quality production – fast
This EBM process is well suited for volume production because of its high build speed (typically 30-100 cm3/h, depending on part geometry), high repeatability (typically 0.2 mm) and excellent material properties.

Part quality as well as productivity and throughput make this technology an attractive additive manufacturing production approach. The MultiBeam feature, though, makes this technology faster than other laser-based systems, and more productive due to the ability to stack parts where possible in the build envelope.

Because of the consistent temperature in the build chamber, powder that is not actually used in the end part is heated to the point of staying together to form supports in voids between parts. It is rather loosely aggregated, similar to wet sand, but not sintered. For example, you could easily separate the aggregated powder just by rubbing it between your fingers. But this capability means that you can stack parts, which will be supported by the remaining powder, to leverage as much of the entire build envelope as possible, including the Z area. By contrast in laser based systems each part needs to be attached to the build plate to avoid part distortion during the build as segments of the build part cool at different rates due to the nature of temperature control of the build chamber.
An example of an additive machine for medical applications is the Arcam Q10. It is specifically for the production of orthopedic implants. The size of the build area (200 x 200 x 180 mm; W x D x H) allows for optimal stacking of the most common implant types, and the build chamber interior is developed for easy powder handling and fast turn-around times.
The technology can manufacture both press-fit implants and cemented implants. Solid and porous sections of the implant are built in one process step, eliminating the need for secondary processes for applying traditional porous materials. This also ensures structural continuity between the solid and porous sections. In addition, you can manufacture all-porous implants for augments, wedges, blocks, and so on.

For aerospace applications, there is the Arcam Q20, which is used to build turbine blades, structural airframe components and more. The build envelope is Ø350 × 380 mm, which suits large components and stacking of smaller ones. Like the Arcam Q10, the build chamber interior is developed for easy powder handling and fast turn-around times.
The Arcam Q20 is based on the Arcam Q10 technology platform, with the same electron beam gun for higher productivity and improved resolution. It also includes LayerQam, a camera-based monitoring system for inline part quality verification.
Certain materials require high process temperatures when creating parts. Electron beam is a technology that can deliver those temperatures, up to 1100° C. The Arcam A2X, for example can build parts using titanium alloys, such as TiAl and Inconel 718. It suits demanding applications such as low-pressure turbine blades and structural aerospace parts that must meet the highest material standards.
In addition, this additive machine can also be used on new materials or custom materials. In orthopedic and aerospace applications, for example, achieving target material properties is vital.
While several additive technologies are available for building parts out of metal, electron beam melting is one that can efficiently deliver high-quality parts.
Arcam EBM
www.arcam.com

Leave a Reply
You must be logged in to post a comment.