
By Dr. Mark Cross, Commercial Sales Director, Ultraseal International Group
According to Deloitte, additive manufacturing is empowering Industry 4.0. In 2019, the global additive manufacturing market size was valued at $11.58 billion and is predicted to grow at a CAGR (compound annual growth rate) exceeding 14% from 2020 to 2027 (GVR).
3D printing has evolved from a revolutionary technology into a mainstream process and is now being used across a range of industries. From aerospace relying on additive manufacturing for functional aircraft components to automotive using it for grips, jigs and fixtures, 3D printing has seen significant growth in applications.
A pinhole porosity problem
However, as the manufacturing technology evolves, a legacy challenge remains– porosity. During some additive manufacturing processes, notably, those involving powder as the build material, microscopic holes that are invisible to the naked eye may form within the body of the part. In many cases, porosity can render a part useless.

Typically, porosity is caused either by the printing process itself or by the powder used in the process. The powder material is not always of the correct shape, creating opportunities for voids to form. Or, the sintering is not sufficient to result in a complete melt, also leading to voids. The microscopic voids reduce the density of the build parts, leading to cracks, leaks and fatigue. For parts that go into applications that need to be air or fluid-tight – for example in fuel or cooling systems – this can be a critical issue.
Vacuum impregnation – a sealing solution
One way that additive manufacturing businesses can reduce the cost and waste of porosity is through vacuum impregnation. This process prevents gases and fluids from leaking through a component by sealing any voids with a chemically and thermally resistant polymer sealant.
3D printing consultancy, Graphite AM wanted to ensure its customers were getting the best product quality. The engineers chose to partner with Ultraseal International, a global leader in the development, manufacture and supply of porosity sealing chemicals, impregnation equipment and services.

Porosity sealing for complex components
Specializing in complex designs and high-performance components in tailored materials, Graphite AM primarily uses selective laser sintering (SLS).

While the majority of 3D printing bureaus use standard or glass-filled nylon materials – such as PA11 and PA12 – Graphite AM developed its own range of SLS blends, including the use of fine graphite particles. As well as having impressive anti-static properties, the use of graphite also improves impact and thermal resistance (up to 170°C), meaning it is suited to lightweight applications where strength and performance are critical factors.
This includes components for automotive applications, turbo system components, plenum chambers, oil and water pipework and manifolds, fuel cells and electric vehicle (EV) battery cooling systems. Graphite AM also produces components for mission-critical applications including environmental monitoring systems and unmanned aerial vehicles (UAVs).

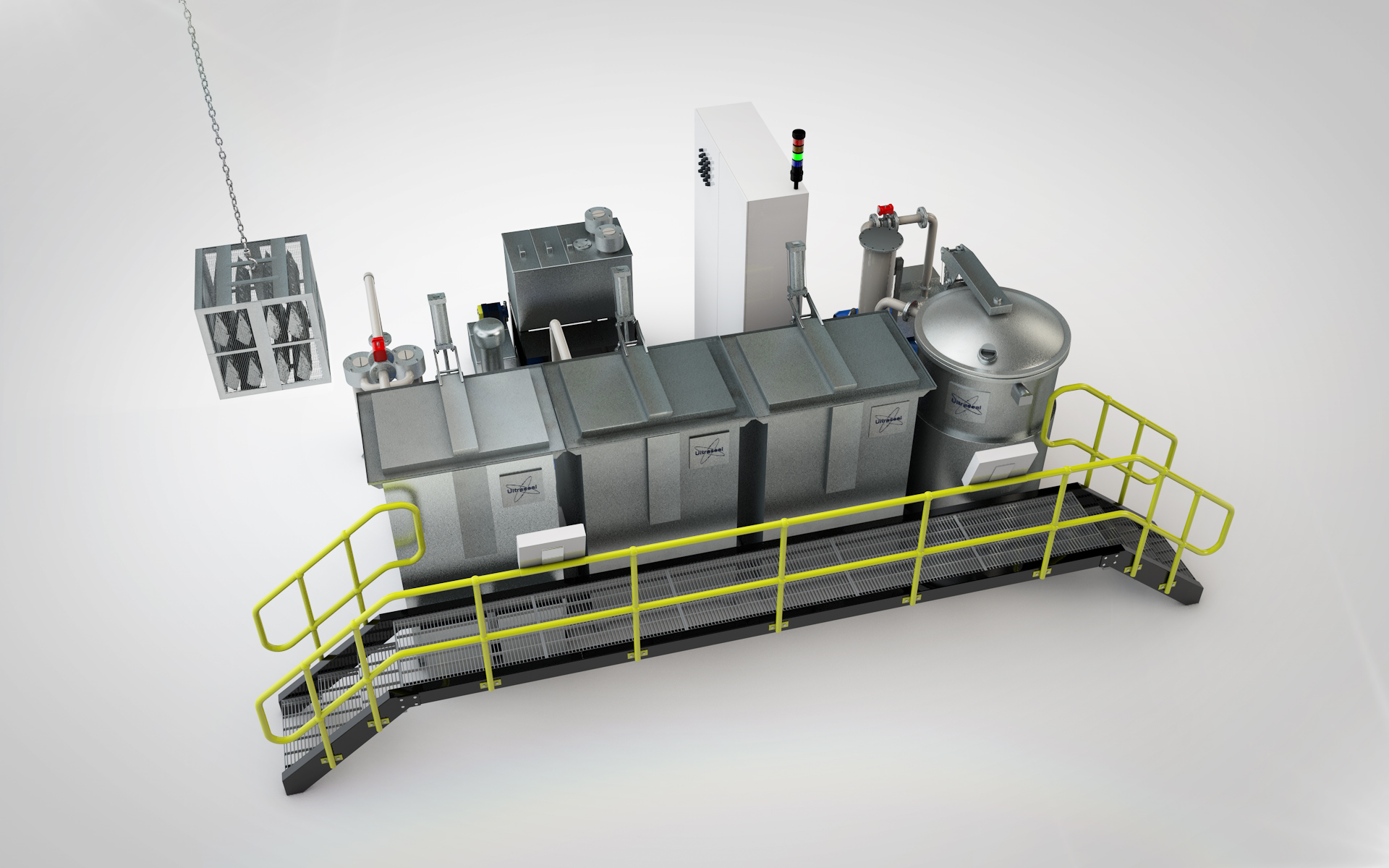
In dealing with its porosity issue, Graphite AM chose to partner with Ultraseal International due to its proven track record in the automotive industry and experience and understanding of the component impregnation process. Ultraseal seals a component using vacuum impregnation, a process that uses three key stages to ensure quality component sealing.
First, components are placed into an autoclave containing Ultraseal PC504/66 resin, a high-performance thermocure sealant. The sealant is applied to the component under vacuum in the autoclave. Once components are immersed in sealant the vacuum is released. Through the resultant change in pressure, the sealant penetrates into the micro-porosities and leak paths within the 3D printed part and seals them.
Second, a cold wash module removes excess sealant from external component surfaces and tapped holes.
The third process stage is a hot cure cycle. This exposes components to heat for a predetermined time using a hot water bath that polymerizes the sealant, changing it from a liquid state to solid polymer by applying heat. As a further quality test, the components are pressure tested to ensure they are leak-free.
Today, Ultraseal delivers an end-to-end sealing service for Graphite AM from its UK Service Centre in Slough. Noted Jonathan Warbrick, Sales & Marketing Manager of Graphite AM, “Our partnership means we’re able to deliver reliable and leak-free components, an essential characteristic in high-performance parts. Ultraseal also delivers reliable and rapid turnaround. I’ve been impressed both with service, and product quality.”
Ultraseal International
www.ultraseal-impregnation.com

Leave a Reply
You must be logged in to post a comment.