
NASA’s Jet Propulsion Laboratory (JPL) needed a different way to build thermal management systems that protect electronics on its satellites and rovers. The solution came from Ultrasonic Additive Manufacturing.
Mark Norfolk, Fabrisonic LLC, & A. J. Mastropietro, Jet Propulsion Laboratory, California Institute of Technology
Metals, refrigerants, and tubes are not the usual components of an additive manufacturing build. For JPL, though, these components are not unusual. Every mission going past Earth’s atmosphere requires numerous critical thermal systems to keep sensitive electronics from getting too hot or too cold. JPL needed a low weight heat exchanger (HX), and of course, it needed a design quickly.
Fabrisonic, with its Ultrasonic Additive Manufacturing (UAM) technology, was able to deliver. Through a multi-year endeavor, Fabrisonic worked with JPL to qualify the UAM technology to print high performance thermal management devices. The final result passed stringent NASA tests on vibration, thermal, hermeticity and burst requirements.
JPL builds heat exchangers, like that used on the Mars Curiosity Rover, to circulate refrigerants through tubes to protect electronics from dangerously cold situations, such as when night temperatures on Mars drop to -140 degrees Fahrenheit and to reject excess heat from Radioisotope Power Sources during the day.
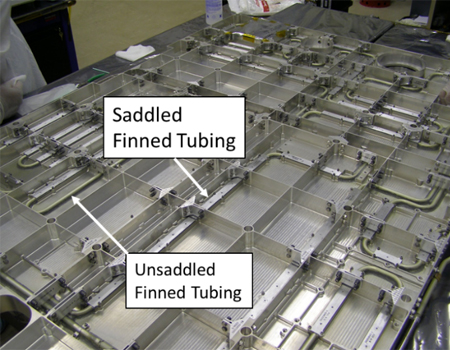
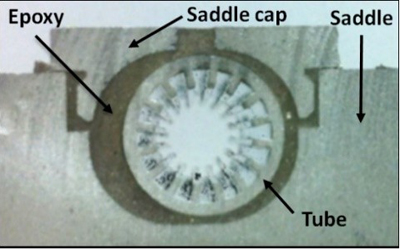
For decades, thermal management systems on these satellites and rovers have been limited to bent metal tubes glued along the outside of the vehicle’s structure. JPL started with a CNC milled structural orthogrid (thin ribs on a thin plate) to which aluminum tubing was epoxied. In this design, fluid is pumped through the tubing to heat and cool critical components. This design has been the method of choice for decades because it is robust and has long standing flight heritage. However, the epoxy is a poor conductor of heat, the solution is heavy, and production can take up to nine months for a single system.
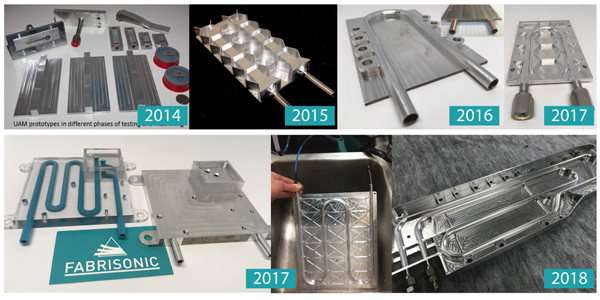
In January 2014, in search of a better solution, NASA JPL awarded Fabrisonic initial seed funding to 3D metal print a proof of concept for a better solution. Subsequently, as the viability of a 3D metal printed heat exchanger was established, follow-on funding was awarded in June of 2015 and June of 2016 (PHI and PHII SBIR). Through these programs, Fabrisonic developed pumped fluid loop heat exchangers for NASA JPL where 3D metal printing enabled the piping to be printed integrally into structural panels.
Ultrasonic Additive Manufacturing
Ultrasonic Additive Manufacturing (UAM) is a hybrid 3D metal printing technology that uses high frequency ultrasonic vibrations to scrub metal foils together to build up metal layer-by-layer to a net shape that is selectively machined. UAM print heads are integrated into a standard CNC machining center—together forming a hybrid additive manufacturing process. With both additive and subtractive processes, UAM can produce complex internal geometries considered impossible to replicate with conventional manufacturing alone. Additionally, Ultrasonic joining is a solid-state process, which enables directly printing ‘difficult’ aluminum alloys such as 6061 and 7075. Since the process does not heat the metal past 250°F (much lower than melting) the chemistry, grain structure, and material properties of the incoming feedstock are retained.
The graphic describes the steps used to UAM a typical heat exchanger.
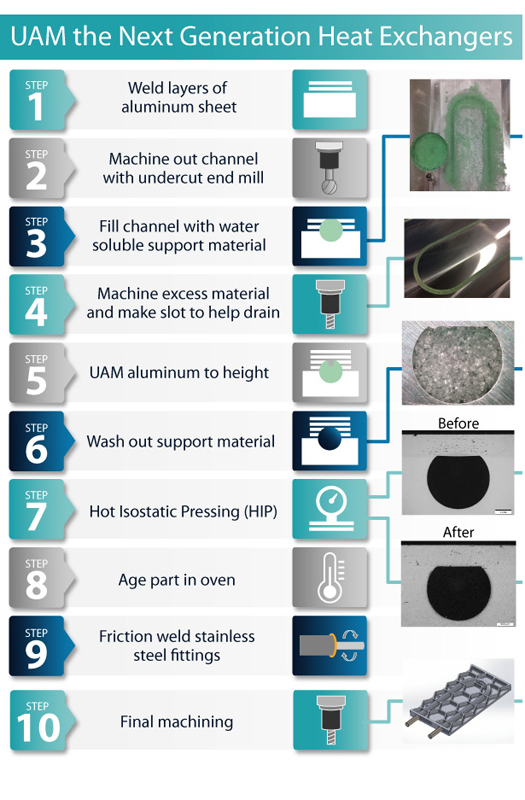
- The process can begin with either a billet plate or printed layers. To optimize build time, UAM typically begins with the largest substrate possible thereby only printing part of the final structure.
- An assortment of tools are used to mill and shape channels into the substrate thereby generating both a CNC surface finish and as well as CNC accuracy. Since the channels are milled from the top, any pattern that can be imagined can be created. If the channels need to vary in three dimensions, milling and welding can be alternated to produce complex three-dimensional flow paths.
- To assure a strong bond over the void, channels are filled with a water-soluble support material that matches the modulus of the surrounding metal.
- Any excess support material is milled off and a small slot is milled to facilitate support removal.
- UAM can weld layers of metal (typically 0.006 in./layer) over top of the billet and channels. UAM can cap as thin as 0.020 in. and up to several inches above the flow paths.
- Tap water dissolves the support material, leaving a clean and smooth channel surface.
- As with other additive technologies, Hot Isostatic Pressing consolidates any porosity left during 3D printing.
- If required, standard heat treat schedules can be applied.
NASA heat exchangers require stainless steel fittings. Fabrisonic uses another solid-state welding process, friction welding, to integrate fittings directly to the 3D printed structure.
The last step is final machining to achieve thin tube walls and structural elements from the design.
Results
Over the course of the program, dozens of different heat exchangers were built and tested.
The program culminated with ground-based qualification of three identical, 3D printed heat exchangers. Testing including:
- Thermal cycling from -184°F to 248°F
- Proof pressure testing to 330 PSI
- Thermal shock testing by submersion in liquid nitrogen
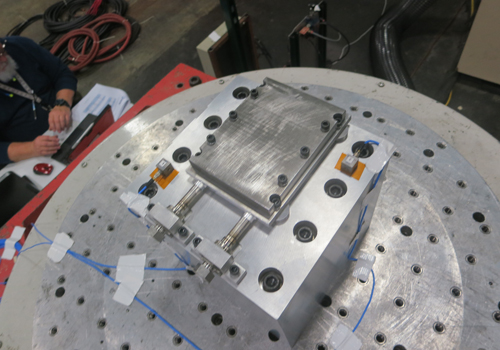
- Vibe testing to simulate a Saturn V launch in x, y, and z orientations while bolted to a dummy mass to mimic a typical hosted electronics package
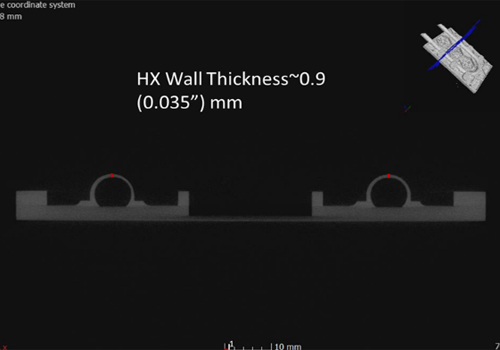
- Burst testing greater that 2500 PSI with a 0.030 in. wall thickness
- Full 3D Computed Tomography (CT) scans of each specimen before and after mechanical testing
- Helium leak testing to less than 1×10-8 GHe scc/sec
All three heat exchangers passed all tests with flying colors.
The team did a case study of a current production specimen versus an equivalent UAM design and the results were quite encouraging:
Epoxy Tube Specimen Equivalent UAM Specimen
Thermal Design:Epoxy tube (poor thermal) Tube integral to structure
Part Count: 40+ 1
Total Mass: 1.82 Kg 1.26 Kg
Lead Time: 2-months 2-weeks (no tooling)
Thermal conductance improvement between working fluid and electronics package bolted joint interface is estimated to be about 25%-30% higher due to the elimination of epoxy.
Technology outlook
The methods developed under the NASA JPL funding were quickly extended to other commercial production applications. Channel widths range from 0.020 in. to greater than one inch with parts sized up to four feet in length. To help with technology adoption, the team is exploring other key areas. For instance, the solid-state nature of UAM lets users integrate multiple metals into one build. Thus, copper may be integrated as a heat spreader in critical locations improving thermal performance with a small weight penalty. UAM also has the capability of embedding sensors into solid metal thanks to its low temperature nature. For HX’s, this means that sensors can be integrated in critical locations to improve control and to monitor system health.
Fabrisonic
fabrisonic.com
Acknowledgments: The authors would like to acknowledge NASA’s Space Technology Mission Directorate SBIR Project Management Office (Reference Contract NNX16CP13C) and its Small Spacecraft Technology Project Management Office for enabling this work. Part of the research was also carried out at the Jet Propulsion Laboratory, California Institute of Technology, under a contract with the National Aeronautics and Space Administration.
References
Mastropietro, A. J., Pauken, Michael, Hofmann, Douglas, D’Agostino, Saverio, “Ultrasonic Additive Manufacturing (UAM) of Heat Rejection System (HRS) Heat Exchangers,” Innovative Spontaneous Concept R&TD, Annual Report to JPL’s R&TD Program Office, 2014.
Sunada, Eric, and Rodriguez, Jose, “JPL Advanced Thermal Control Technology Roadmap,” Spacecraft Thermal Control Workshop, El Segundo, CA 2017.
Maghsoudi, Elham, Mastropietro, A. J., Roberts, Scott, and Kinter, Bradley, “Experimental Thermal Performance Comparison of 3D Printed Aluminum Heat Exchangers vs Traditionally Manufactured Heat Exchangers,” Spacecraft Thermal Control Workshop (STCW), El Segundo, CA, March 2017.
Mastropietro, A. J., Roberts, Scott, Hofmann, Douglas, Maghsoudi, Elham, and Luong, Simon, “NASA Development of Complex Heat Exchangers Leveraging Additive Manufacturing,” Propulsion Safety and Sustainment Conference, Phoenix, AZ, May 2017.
Anderson, Lucas, Swenson, Charles, Mastropietro, A. J., Maghsoudi, Elham, Luong, Simon, Hofmann, Douglas, and Roberts, Scott, “Active CryoCubeSat Project: Design and Status,” Small Satellite Conference, Logan, UT, August 2017.

Leave a Reply
You must be logged in to post a comment.