
Here’s a look at another way to additively make parts, this time with liquid materials.
Over the past several years, additive manufacturing has become significant to a variety of industries, such as automotive and electronics. One process option that has gained momentum is liquid additive manufacturing. This technology processes liquids additively and then cures the material with light or combined light and heat.
The liquid materials used for liquid additive manufacturing may unlock new possibilities for users, especially when isotropic properties are needed in the built parts. The materials used for printing are epoxy resins. Curing turns the liquid materials into polymers that are comparable to plastics like polyamide and PEEK. These materials display high temperature and media resistance.
Functional and combinable
The epoxy resins developed for industrial 3D printing can be divided into two groups, photoinitiated curing and dual-curing epoxies. Photoinitiated curing occurs when polymerization is triggered by UV or visible light and curing is completed at room temperature.
Dual-curing is achieved by using light prefixation on materials. These materials are then heat-cured in an oven to complete the curing process. Both photoinitiated curing and dual-curing materials offer flexibility and can be transparent or opaque.
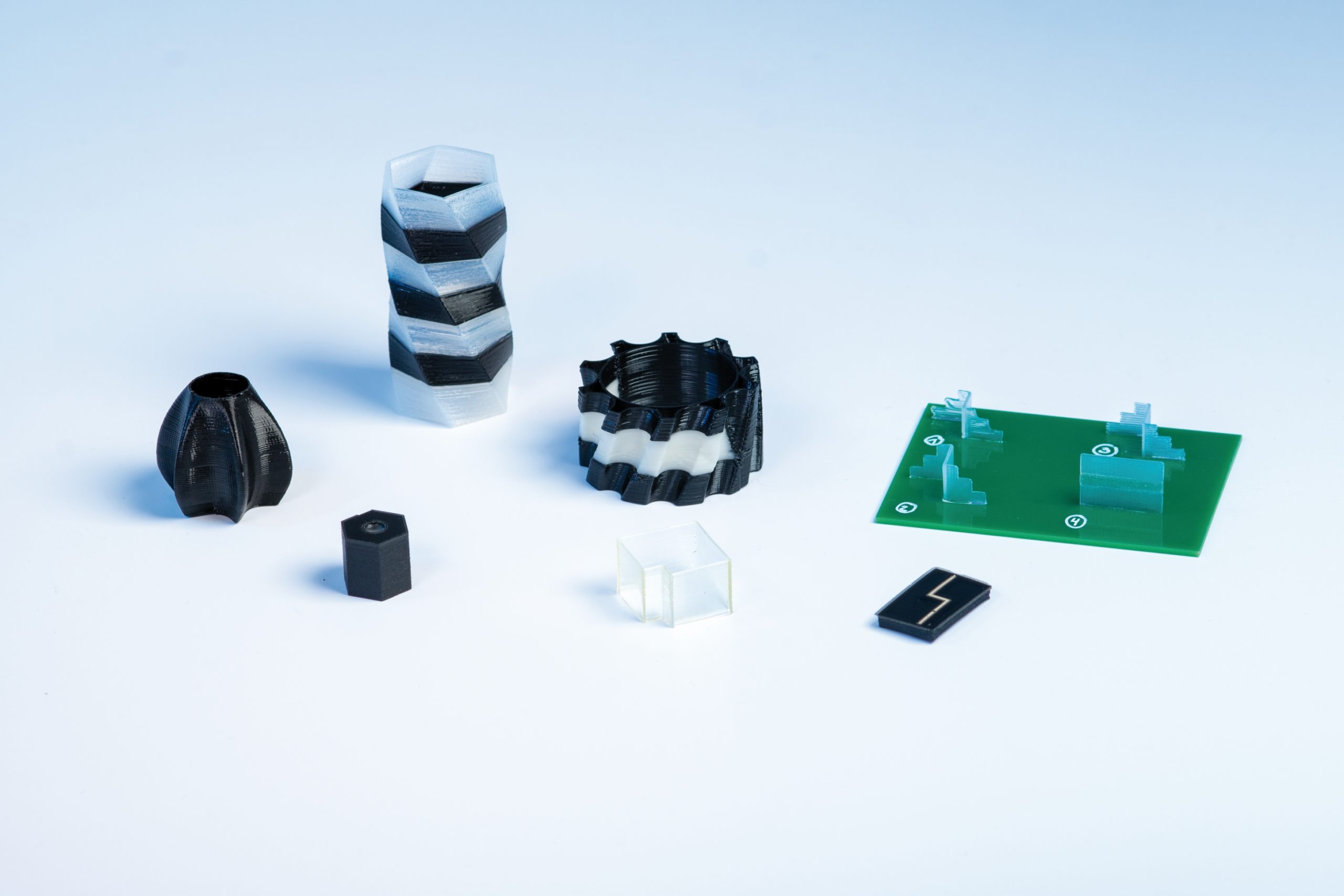
The printing materials can be combined in one printing process as they share a similar chemical basis and build up good adhesion with one another. That way components with hard and flexible areas can be created, optical properties (opaque and transparent zones) can be combined, or conductive areas can be integrated.
Components fabricated by liquid additive manufacturing exhibit isotropic properties. Applied in a laminar flow, the layers are chemically crosslinked for homogeneous strengths both inside the material and between the different materials. This process offers good adhesion between materials, and there are no variations in strength related to the printing direction.
Layer adhesion inside a printed component is just as good as the cohesion of the material itself. In the case of components with undercuts or cavities, a support material is used alongside the printing material. It is a modified acylate and its radical polymerization is achieved with UV or visible light. The support material dissolves in hot water. Depending on the size of the component, the dissolving process begins within a few minutes.
Manufacture of functional components
The printing process is comparable with other freeform processes such as paste extrusion and material jetting. An advantage for flexible manufacturing is that different dispensing heads can be used to apply materials. Jetting systems and volumetric dispensers work well. For special requirements that need fine structures, microdispensing valves can be used to dispense products with thin walls (250 μm and lower).
If several different materials need to be combined in one printing process, the 3d printers are fitted with an appropriate number of print heads. These printers can be integrated into existing production lines.
Dispensing is performed at room temperature. The material or installation space does not have to be heated, which simplifies the process and saves energy.
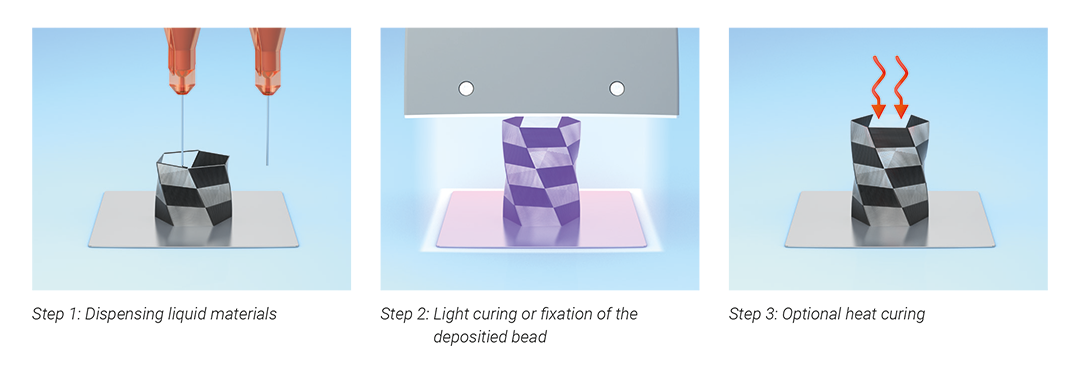
As with many additive processes, the desired structure is built up layer by layer. After dispensing a layer, the installation space is exposed to light from a UV lamp and the material is cured within a few seconds. Then the next layer is applied to the foregoing layer of material and is irradiated. This procedure is repeated until the part is done.
Post-curing is done at room temperature or in a convection oven depending on the material used. During curing, chemical crosslinking takes place between the individual layers, giving the finished component its high cohesive strength. When producing complex geometries with undercuts or cavities, the support material is integrated into the structure and is washed out before the final curing process.
Properties of printed components
Once cured, the printing materials display an exceptionally high media and temperature resistance. The tensile properties of bulk material do not change significantly from one to more than 1,000 hours of long-term storage at +150 °C, and in some cases even at +200 °C. Humidity resistance (+85 °C / 85% relative humidity) is good. In the automotive sector, the materials also display good resistance to motor oil, gasoline and diesel.
Liquid materials can be used in almost every phase of a product life cycle, from prototype construction to mass production. They are especially suitable for components that require a combination of functional materials, and to produce fine components and structures.
Custom solutions
The 3D printers built for liquid additive manufacturing can be custom-made to manufacturing needs. Dispensing heads, curing lamps and axis systems are jointly selected to satisfy a customer’s process requirements. Other process steps, such as pick-and-place, can also be considered. In addition, dispensing heads and curing lamps can be integrated into existing installations and production lines. The printing process can be combined with other manufacturing processes for manufacturing flexibility.
The 3D printing materials discussed can complement 3D printing processes like filament printing and photopolymerization. They provide various functions, including flexibility and transparency and can be combined in one printing process.

Leave a Reply
You must be logged in to post a comment.