
The number of additive technologies continues to grow. But each one requires attention to different details and nuances to make sure you get the most out of your chosen additive technology. Here are specific tips on designing for the HP Multi Jet Fusion 3D printer.
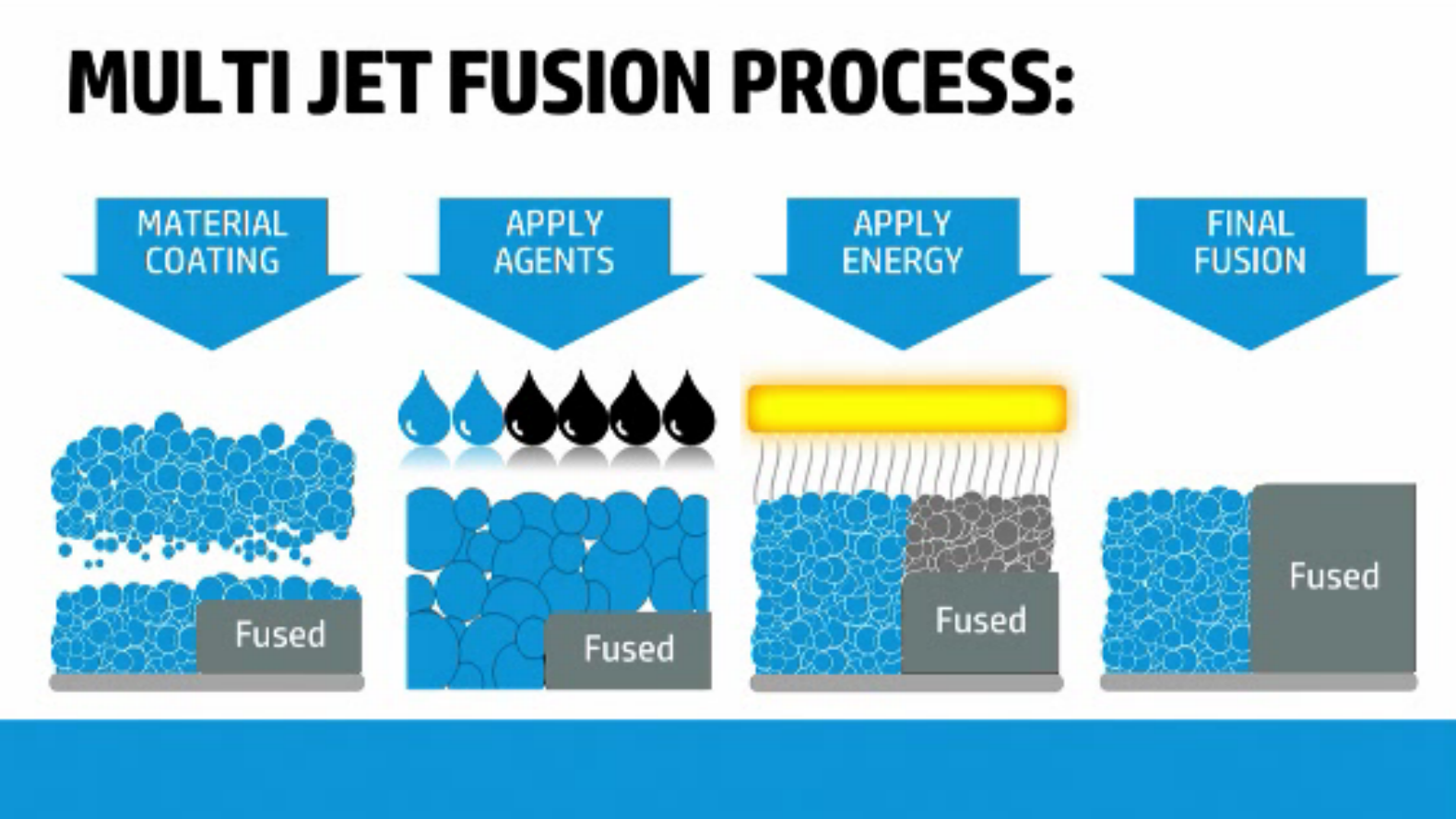
Even though the HP Multi-Jet Fusion is a layer-by-layer additive process, HP took advantage of its expertise in inks to make a different type of 3D printer. The Multi-Jet Fusion printer jets fusing and detailing agents from its print nozzles and adds in infrared heating to bind powder material layer by layer. The fusing agent is selectively printed where particles will be fused together. The detailing agent is selectively printed to reduce or amplify the fusing agent. These additional chemicals help the printer build high-strength, nearly-isotropic parts.
These Transforming agents enable designers to control part attributes at what HP calls “the voxel level.” An HP voxel is an individually addressable volume element. The properties designers can control here include:
–Dimensional accuracy and detail
–Surface roughness, texture and friction coefficient
–Tensile strength, elasticity, hardness and other material properties
–Electrical and thermal conductivity
Design considerations
When designing for the Multi Jet Fusion 3D printer, you can design as you would for other powder bed fusion processes, except for the following:
–Fine feature resolution of 0.02 in. Anything smaller will print, but it may not be fully dense or meet specified material properties.
–Materials – These include HP 3D High Reusability PA 11 and PA 12, HP 3D High Reusability PA 12 Glass Beads and HP 3D High Reusability CB PA 12 and BASF Ultrasint 3D TPU01 and VESTOSINT 3D Z2773 PA 12

–Color – The HP 3D High Reusability CB PA 12 comes in a range of colors for the HP Jet Fusion 500/300 series of printers. Most Multi Jet Fusion parts are built in a shade of black or grey due to the black fusing agent. However, parts can be painted or texturized with color and the HP Jet Fusion 500/300 build in full color with transforming agents.
— The average surface finish of parts is 125 to 250 microinches RA. Surfaces can be hand-sanded or tumbled for a smoother finish.
–Part size – The build envelope for the Multi Jet Fusion machine is 16 in. x 12 in. x 16 in. Consider the maximum part size to be 14.96 in. x 11.25 in. x 14.96 in. to add a buffer around parts for the printing agents.
–Wall thickness – Nylon materials, like any thermoplastic, shrink as they solidify. Very thick walls can accumulate heat and cause spot shrinkage in dense areas with an accumulation of material, resulting in geometric deformations. Therefore, walls should be at least 0.02 in. to 0.12 in. (0.5 to 3.0 mm). Thinner walls can be inaccuracte and deform due to non-uniform in-process shrinkage. One way to deal with the need for thin walls is to consider adding ribs or fillets to reinforce the part.
–Orientation – Parts built with Multi Jet Fusion have higher isotropic characteristics; they are nearly as strong in the Z orientation as they are in the XY orientation. However, if a part needs a high level of detail, accuracy or strength, a few orientation adjustments are needed. If your application requires a smooth surface finish, place visible features in the XY plane rather than the Z direction to avoid a stair-stepping effect. Place parts face down toward the build platform for a smoother surface finish on that side. Position pins and clips horizontally whenever possible.
–Typical tolerances for Multi Jet Fusion parts are ± 0.010 in. (0.25 mm) or ± 0.001 in./in. (0.025 mm/25.4 mm). The minimum printable font size for embossed or debossed lettering is 6-point.


Leave a Reply
You must be logged in to post a comment.