
By Scott Byal, Sr. Project Engineer, Accumold
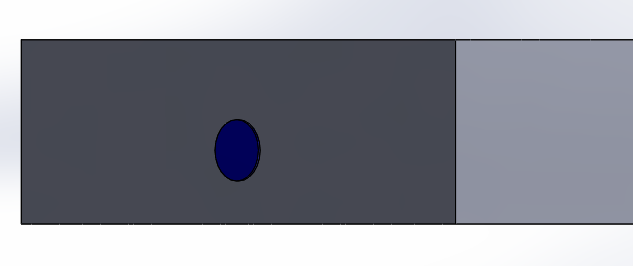
As technology shrinks, previously overlooked aspects of injection molded parts are causing significant challenges and problems. With larger injection molded parts, the gate, where polymer enters the mold cavity, only represents a small percentage of surface area. In micro-molding however, the gate becomes a part feature, whether you like it or not.

There’s a simple fix.
Consider some gate features where plastic “bumps out” or hangs off the component are bigger than the average micro molded part. Adding to the puzzle, reduced clearances in assemblies like wearables and electronics packages for smart clothing, finalized designs may not even allow space for even the smallest gate remnants.
We know tech’s rapid decrease in hardware size will continue, and therefore gate placement will increasingly impact, and in some cases delay or cancel, the manufacturing process. It’s for this reason, many designers are presently looking, or will be soon, for a solution.
Changing the design process
Product designers aren’t historically concerned about gate placement, but simply changing how they look at gate, and even ejection pin locations, are important to success and breakthrough tech. Today it’s time to consider injection-molded gate details as a part feature in the design phase.
Strategic gate relief designs will have to be considered to either hide vestige from the external profile of the part, provide clearance in mating parts or limit material dragging away from the gate, specifically in the case of a self-shearing sub/ tunnel gate.
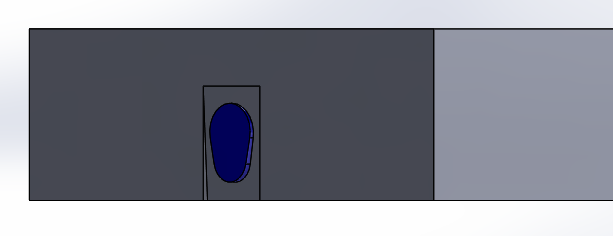
In one of the most common best-practice examples, a gate relief feature is cut into or recessed from the part surface that contains the gate. It can be in the form of a round counterbore sunken into the part surface or a straight cut through the part exterior to provide the relieved face. The result is a gate that is hidden below the part exterior dimensions. It’s a really simple solution, but only when factored into the initial design phase.
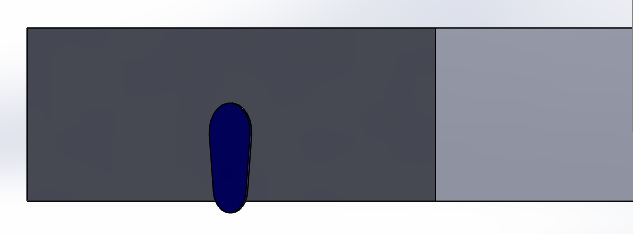
In another example, sub-gates can be used in production applications because their self-shearing action generally results in little gate remnant protruding from the part’s surface.
It’s important to know, however, on a smaller scale this shearing action drags material along the part surface opposite the direction of ejection causing what some refer to as gate drag. When a part is small enough the gate drag can extend beyond the border of the part causing interference issues.
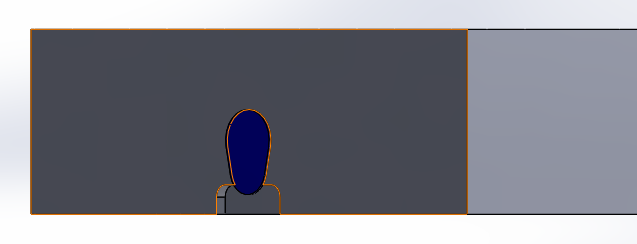
Stepped gate reliefs can take away the wall to drag against. This will keep the feature in the gate relief where it belongs. In addition, angled gate reliefs are also effective as they eliminate the rubbing action that creates gate drag.
The final solution is to simply get the right insight as early as possible. Working with your micro molder to determine the best location and style of gate can not only result in a more robust molding process but may open the door to gating on a less critical part surface or providing relief in a mating component to avoid risk of interference.
Because many other OEMs are secretly suffering from the same challenges, or have in the past, working with great micro molders lets you benefit from the institutional knowledge and experience they have working with other leading tech companies. Micro molders like us won’t tell you who we’ve worked with due to our obsession over protecting IP, but the lessons we learn on a daily basis can help you save lots of money and speed up the process, but only if you bring us in early.
Accumold
www.accu-mold.com

Leave a Reply
You must be logged in to post a comment.