
3. Surface finish
For many users, the surface finish of parts made with the DMLS processes is considered a limitation. Surface roughness varies by material, the build parameters and the part orientation. It is possible to reduce surface roughness with parameter development, but that could be at the expense of the material parameters.
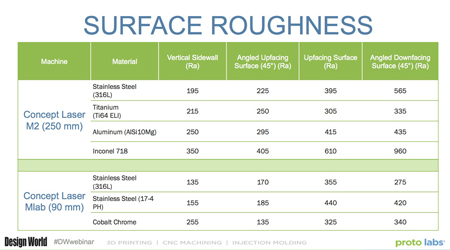
Secondary operations, such as machining or hand polishing, will eliminate surface roughness, but all surfaces may not be accessible. The cost of these operations may be an issue, depending on the surface roughness that you’re looking for. Here’s a chart showing some typical Ra values in micro inches of varying materials and different orientation. This chart is from Proto Labs for two of their Concept Laser DMLS machines.
Down-facing angled surfaces tend to have the worst roughness, while the vertical sidewalls have the best. When working with an Additive Manufacturing service, it’s a good idea to point out critical surfaces or features so that they can be oriented for best surface roughness if that feature is important to you.

Thanks for making such a cool post which is really very well written.
Wow! Wonderful. Great Great Great Post. Thank You LESLIE LANGNAU .Thank you very much